 ×
×
Sürdürülebilir, maliyet açısından rekabetçi enerji depolama çözümlerine olan küresel talep önceki görülmemiş bir hızla artarken, sodyum-iyon (Na-iyon) piller geleneksel lityum-iyon platformlarının yüksek etkili bir alternatifi olarak öne çıkmıştır. Kolayca temin edilebilen ham maddeler, gelişmiş güvenlik özellikleri ve umut verici performans kriterleri ile dikkat çeken Na-iyon pil teknolojisi, elektrikli mobilite, şebeke ölçekli enerji depolama ve tüketici elektroniği sektörlerinde hızlı bir benimsenme süreci yaşamaktadır. Ancak yenilikçi değer önermelerinin altında yatan temel soru şu: bu son teknoloji pillerin üretim süreci ve malzeme bileşimi tam olarak nedir? Bu makalede, sodyum-iyon pillerin kapsamlı üretim sürecini inceleyerek, ham maddelerin yüksek performanslı ve ticari açıdan uygulanabilir enerji depolama birimlerine dönüştüğü her kritik aşamayı ele alacağız.
Herhangi bir pilin temeli kimyasında yatar ve sodyum-iyon pilleri genellikle sodyum, demir, mangan ve karbon gibi doğada bol bulunan elementlere dayanır. Tedarik zinciri dalgalanmalarına açık coğrafi olarak sınırlı olan lityumun aksine, sodyum deniz suyunda ve dünya çapındaki mineral yataklarda kolayca bulunabilir. Katot genellikle katmanlı geçiş metali oksitler (örneğin NaNi₁/₃Mn₁/₃Co₁/₃O₂), Prussian mavisi analogları veya polianyonik bileşikler kullanır, anot ise yaygın olarak biyokütle veya petrol katranından elde edilen sert karbona dayanır. Elektrolitler NaClO₄ veya NaPF₆ gibi sodyum tuzlarının organik karbonat çözücülerde çözülmesinden oluşur. Tüm aktif malzemeler üretim hattına girmeden önce tutarlı elektrokimyasal davranış sağlamak amacıyla yoğun saflaştırma, kurutma ve partikül boyutu optimizasyonundan geçirilir.

Ham maddeler hazırlandıktan sonra, katot veya anot için özel olarak hazırlanmış ve sıkı oran kontrolüne tabi tutulmuş homojen süspansiyonlara karıştırılır. Katot süspansiyonu, aktif maddeyi, iletken katkı maddelerini (karbon siyahı gibi) ve polimerik bir bağlayıcıyı (genellikle sodyum karboksimetil selüloz veya PVDF) uyumlu bir çözücü içinde, her bileşenin eşit dağılımını sağlamak amacıyla iyice karıştırılarak bir araya getirir. Benzer şekilde anot süspansiyonu da sert karbonu, bağlayıcılarla ve iletken ajanlarla karıştırarak sonraki işlemler için viskoziteyi optimize eder. Bu karışımlar daha sonra otomatik yarık kalıp ya da doktor bıçağı kaplama sistemleri kullanılarak alüminyum (katot) veya bakır (anot) akım toplayıcılar üzerine hassas bir şekilde kaplanır. Eşit kalınlık ve güçlü yapışma kritik kalite ölçütleridir; tutarsızlık, şarj-deşarj döngüsü sırasında lokal sıcak noktaların, iç dirençte ani artışların veya kapasite dengesizliklerinin oluşmasına neden olabilir ve sonuçta pil performansını ve ömrünü olumsuz etkiler.

Kaplama işleminden sonra, ıslak elektrotlar, kalan çözücülerin yavaşça buharlaşmasını sağlayarak akım toplayıcılarda gözenekli ancak mekanik olarak dayanıklı kompozit katmanlar bırakmak üzere hassas kontrol edilen çok bölgeli fırınlardan geçer. Bu kurutma aşaması, elektrot kaplamasında çatlak oluşumu, büzülme veya kabuklanmayı önlemek için her fırın bölgesinde sıcaklığın, hava akışının ve bekleme süresinin titizlikle düzenlenmesini gerektirir. Hızlı ve kontrolsüz kurutma, tabakanın içinde çözücü buharlarını hapseder ve yapısal bütünlüğü ile elektrokimyasal performansı zayıflatan kusurlar oluşturabilir. Buna karşılık, kademeli bir kurutma süreci, iyon taşıması için kritik olan tasarlanan gözenekli yapının korunmasıyla birlikte uniform çözücü uzaklaştırılmasını sağlar. Daha sonra tamamen kurutulmuş elektrotlar, belirli pil kimyasına göre optimize edilmiş ideal yoğunluk ve gözeneklilik seviyesine ulaşmak amacıyla yüksek basınçlı sıkıştırma işlemi olan kalenderleme işleminden geçirilir. Bu adımda, aktif malzeme, iletken katkı maddeleri ve bağlayıcı partiküllerin yerleşimini iyileştirmek için elektrot yüzeyi boyunca tutarlı basınç uygulanır. Doğru kalenderleme işlemi yalnızca iyon difüzyon yollarını kısaltarak iyonik iletkenliği artırmakla kalmaz, aynı zamanda bireysel partiküller ile akım toplayıcı arasındaki yakın teması da garanti eder. Bu iyileştirmeler doğrudan daha yüksek oran kapasitesi, daha yüksek enerji yoğunluğu ve daha uzun çevrim ömrüne dönüşür ve kalenderlemeyi sodyum-iyon pillerinin genel performansını optimize etmede kilit bir adım haline getirir.

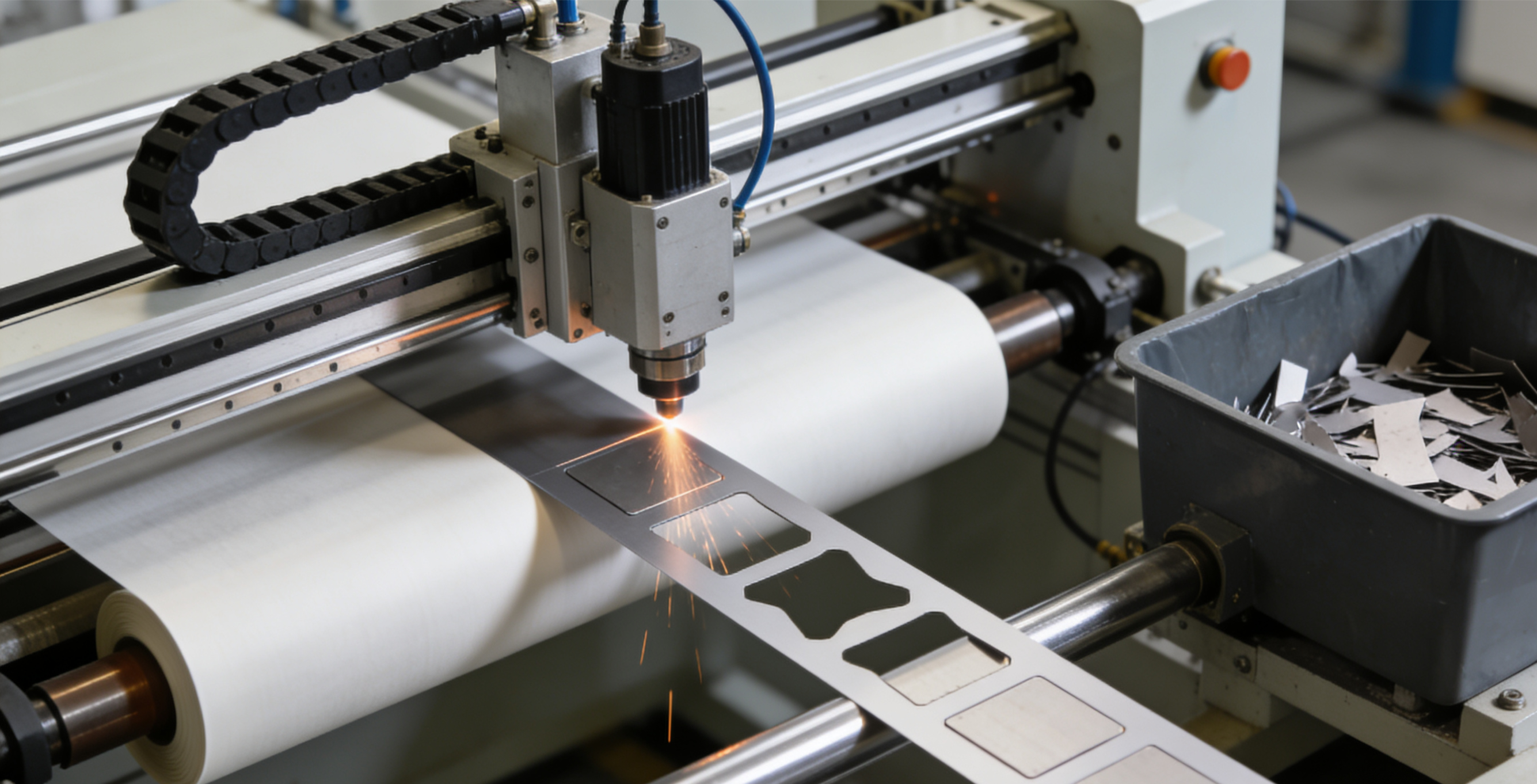
Sürekli elektrot şeritleri daha sonra hedef pil boyutlarına uyacak şekilde daha dar şeritlere kesilir. Lazer veya mekanik kesim aletleri elektrotları belirli şekillere (örneğin prizmatik piller için dikdörtgenler veya silindirik formlar için uzun şeritler) getirir. Kenar kalitesi yakından izlenir çünkü kenarlardaki çapaklar veya düzensizlikler pil montajı sırasında iç kısa devrelere neden olabilir.
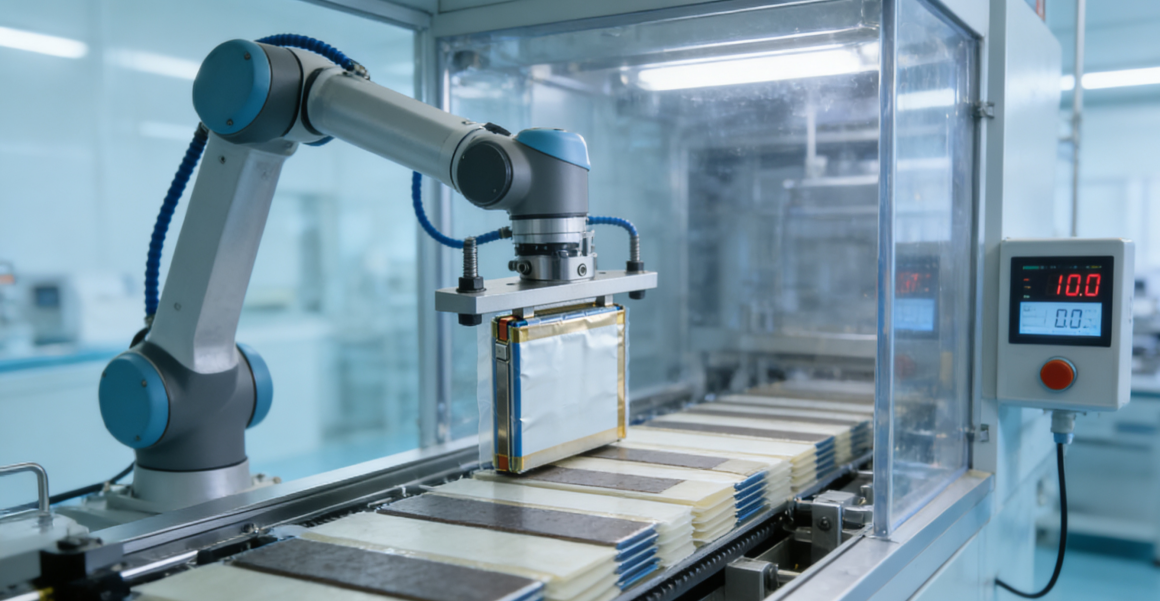
Sodyum-iyon hücreleri, nem kaynaklı yan reaksiyonları önlemek için düşük nemli (<%1 RH) kuru odalarda birleştirilir. Bu süreç, anot-ayırıcı-katot katmanlarının bir "hücre bloğu" halinde istiflenmesi veya sarılmasıyla başlar. Ayrıcılar—genellikle elektrolit ile uyumlu kaplamalarla işlenmiş mikro gözenekli poliolefin filmler—elektrotlar arasında elektriksel teması önlerken iyon iletimine izin veren bariyer görevi görür. Pouch tipi hücreler için bu blok, alüminyum kaplamalı film kabına yerleştirilir; silindirik veya prizmatik tasarımlar için ise metal kutulara yerleştirilir.
Kontrollü bir ortamda hücre, sodyum bazlı elektrolitle vakum altında doldurulur. Bu adım hassasiyet gerektirir: yetersiz elektrolit iyon iletimini kötü etkilerken, fazlası güvenlik ve şişmeye direnç konularında sorun yaratabilir. Dolum sonrası hücre, kullanım ömrü boyunca bütünlüğünü koruyacak şekilde kalıcı olarak kapatılır—metal kaplar için lazer kaynakla, pouch tipler için ise ısı ile kapatılarak.

Yeni monte edilmiş hücreler, elektrokimyasal yüzeyleri aktive eden ve anotta kararlı bir katı elektrolit ara fazı (SEI) oluşturan, yavaş ilklendirme şarj-deşarj döngüsü olan "formasyon" sürecinden geçer. Bu SEI tabakası, uzun vadeli döngüsel kullanım ve güvenlik açısından kritik öneme sahiptir. Formasyonun ardından hücreler erken arızaları tespit etmek ve performans parametrelerini stabilize etmek amacıyla birkaç gün boyunca yüksek sıcaklıklarda yaşlanma dönemine girer.

Her hücre kapasite, empedans, kendi kendine deşarj hızı ve güvenlik uygunluğu (örneğin çivi penetrasyonu, aşırı şarj) açısından titizlikle test edilir. Performans metriklerine göre hücreler sınıflandırılır ve belirli uygulamalar için ayrıştırılır—yüksek güçlü tipler elektrikli araçlarda (EV), yüksek enerjili tipler sabit depolama sistemlerinde vb. kullanılmak üzere.
Ham madde seçimiyle başlayıp nihai doğrulamaya kadar, sodyum-iyon pil üretim süreci malzeme bilimini, hassas mühendisliği ve katı kalite kontrolü bir araya getirir. Üretim küresel çapta büyüdükçe, elektrot tasarımı, elektrolit formülasyonu ve otomasyon alanındaki sürekli yenilikler verimliliği daha da artıracak, maliyetleri düşürecek ve temiz enerji geçişinde Na-iyon teknolojisinin rolünü pekiştirecektir.

Juguang Endüstri Bölgesi, Tiancheng Mahallesi, Yueqing Şehri, Wenzhou Şehri, Zhejiang Eyaleti.
Telif Hakkı © Zhejiang Mingtu Elektrik Teknolojisi Co., Ltd. Tüm Hakları Saklıdır Gizlilik politikası Blog








 Son Haberler
Son Haberler