×
×
با افزایش تقاضای جهانی برای راهحلهای ذخیرهسازی انرژی پایدار و مقرونبهصرفه با سرعتی بیسابقه، باتریهای سدیم-یون (Na-ion) به عنوان گزینهای با تأثیر بالا در مقابل پلتفرمهای سنتی لیتیوم-یون ظهور کردهاند. این باتریها با دارا بودن مواد اولیه فراوان، ایمنی بهتر و عملکرد قابلتوجه، در حال کسب محبوبیت سریع در حوزههای نقلیه الکتریکی، ذخیرهسازی انرژی در مقیاس شبکه و الکترونیک مصرفی هستند. اما پشت ارزش نوآورانه آنها سؤالی محوری وجود دارد: ترکیب دقیق مواد و فرآیند تولید این سلولهای پیشرفته چیست؟ در این مقاله، به بررسی جامع فرآیند تولید باتریهای سدیم-یون میپردازیم و هر مرحله مهم از تبدیل مواد اولیه به واحدهای ذخیرهسازی انرژی با عملکرد بالا و قابلیت استفاده تجاری را برجسته میکنیم.
پایهی هر باتری در شیمی آن نهفته است و باتریهای یون سدیم عمدتاً به عناصر فراوان در پوسته زمین مانند سدیم، آهن، منگنز و کربن متکی هستند. برخلاف لیتیوم که از نظر جغرافیایی متمرکز بوده و در معرض نوسانات زنجیره تأمین است، سدیم بهراحتی در آب دریا و رسوبات معدنی در سراسر جهان یافت میشود. کاتد معمولاً از اکسیدهای لایهای فلزات گذار (به عنوان مثال NaNi₁/₃Mn₁/₃Co₁/₃O₂)، ترکیبات آنالوگ آبی پروسیا یا ترکیبات چند اسیدی استفاده میکند، در حالی که آند معمولاً از کربن سخت حاصل از زیستتوده یا قیر نفتی بهره میبرد. الکترولیتها شامل نمکهای سدیم—مانند NaClO₄ یا NaPF₆—هستند که در حلالهای آلی کربناتی حل شدهاند. پیش از ورود به خط تولید، تمام مواد فعال تحت فرآیندهای دقیق تصفیه، خشککردن و بهینهسازی اندازه ذرات قرار میگیرند تا رفتار الکتروشیمیایی یکنواختی تضمین شود.

پس از آمادهسازی مواد اولیه، این مواد به صورت دقیق با نسبتهای مشخصی ترکیب میشوند تا سوسپانسیونهای همگن مناسب برای کاتد یا آند به دست آید. سوسپانسیون کاتد از ترکیب ماده فعال، افزودنیهای رسانا (مانند کربن بلک) و چسب پلیمری (معمولاً سدیم کربوکسی متیل سلولز یا PVDF) در حلال مناسب تشکیل میشود و با همزن دقیق مخلوط میگردد تا پراکندگی یکنواخت هر جزء تضمین شود. به طور مشابه، سوسپانسیون آند کربن سخت را با چسبها و عوامل رسانا ترکیب میکند و ویسکوزیته آن را برای فرآیندهای بعدی بهینه میسازد. این مخلوطها سپس بهصورت دقیق با استفاده از سیستمهای پوششدهی اتوماتیک نوع slot-die یا doctor-blade روی جمعکنندههای جریان آلومینیومی (کاتد) یا مسی (آند) نشانده میشوند. ضخامت یکنواخت و چسبندگی قوی معیارهای کلیدی کیفیت هستند؛ هرگونه ناهماهنگی میتواند منجر به نقاط داغ محلی، افزایش ناگهانی مقاومت داخلی یا عدم تعادل ظرفیت در طی چرخه شارژ-دشارژ شود و در نهایت عملکرد باتری و طول عمر آن را تحت تأثیر قرار دهد.

پس از پوششدهی، الکترودهای مرطوب از طریق اجاقهای دقیق و چندمنطقهای عبور داده میشوند تا حلالهای باقیمانده به تدریج تبخیر شوند و لایههای متراکم اما از نظر مکانیکی مقاوم بر روی جمعآورندههای جریان باقی بمانند. این مرحله خشککردن نیازمند تنظیم دقیق دما، جریان هوا و زمان ماندگاری در هر منطقه اجاق است تا از تشکیل ترک، انقباض یا جدایش لایه الکترودی جلوگیری شود. خشککردن سریع و بدون کنترل میتواند بخارات حلال را در داخل لایه به دام بیندازد و عیوبی ایجاد کند که یکپارچگی ساختاری و عملکرد الکتروشیمیایی را تضعیف میکند. در مقابل، فرآیند خشککردن مرحلهای، حذف یکنواخت حلال را تضمین میکند و ساختار متخلخل طراحیشده که برای انتقال یونها حیاتی است را حفظ میکند. در مرحله بعد، الکترودهای کاملاً خشکشده تحت عملیات کالندرینگ قرار میگیرند؛ فرآیندی غلتکی با فشار بالا که لایه پوشش را فشرده کرده و چگالی و تخلخل بهینهای را متناسب با شیمی باتریهای خاص فراهم میکند. این مرحله از غلتکهای دقیق برای اعمال فشار یکنواخت در سطح الکترود استفاده میکند و بسترهای مواد فعال، افزودنیهای هادی و ذرات چسبنده را بهبود میبخشد. کالندرینگ مناسب نه تنها هدایت یونی را با کوتاهکردن مسیرهای انتشار یونی افزایش میدهد، بلکه تماس نزدیک بین ذرات جداگانه و جمعآورنده جریان را نیز تضمین میکند. این بهبودها مستقیماً به قابلیت نرخ بالاتر، چگالی انرژی بیشتر و عمر چرخه طولانیتر تبدیل میشوند و کالندرینگ را به مرحلهای کلیدی در بهینهسازی عملکرد کلی باتریهای سدیم-یونی تبدیل میکنند.

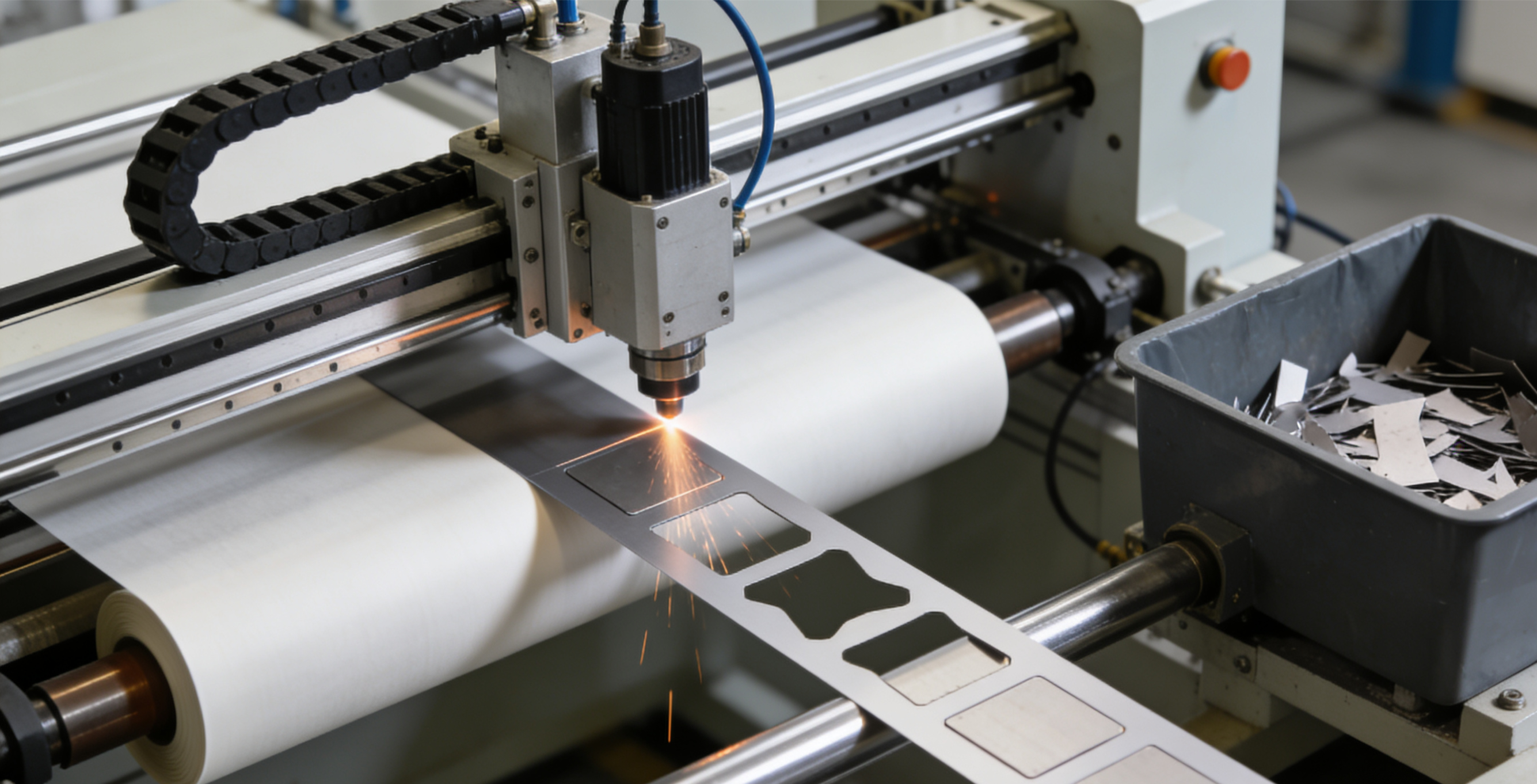
نوارهای پیوسته الکترودی سپس به نوارهای باریکتری که با ابعاد هدف سلول مطابقت دارند، برش داده میشوند. ابزارهای برش لیزری یا مکانیکی الکترودها را به شکلهای دقیق (مثلاً مستطیل برای سلولهای منشوری یا نوارهای بلند برای قالبهای استوانهای) برش میدهند. کیفیت لبهها به دقت زیر نظر است، زیرا دندانهها یا ناهنجاریها میتوانند در حین مونتاژ سلول باعث اتصال کوتاه داخلی شوند.
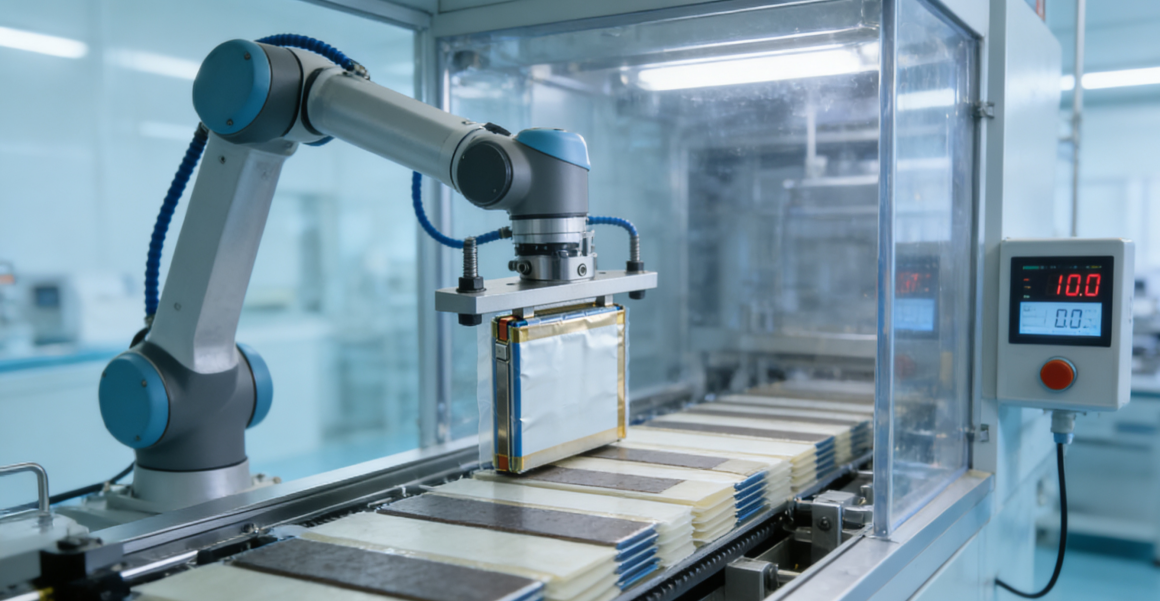
سلولهای یون سدیم در اتاقهای خشک با رطوبت کم (<1% RH) مونتاژ میشوند تا از واکنشهای جانبی ناشی از رطوبت جلوگیری شود. این فرآیند با قرار دادن لایههای آند-جداکننده-کاتد به صورت همتراز یا پیچیده شده در یک «ستک سلولی» آغاز میشود. جداکنندهها — که معمولاً فیلمهای متخلخل پلیالکن با پوششهای سازگار با الکترولیت هستند — به عنوان مانعهای رسانای یونی عمل میکنند و تماس الکتریکی بین الکترودها را جلوگیری میکنند. برای سلولهای پوچ، ستک داخل پوستهای از فیلم لایهای آلومینیومی قرار میگیرد؛ برای طراحیهای استوانهای یا منشوری، در قوطیهای فلزی جای داده میشوند.
در یک محیط کنترلشده، سلول با الکترولیت مبتنی بر سدیم و در شرایط خلاء پر میشود. این مرحله نیازمند دقت بالایی است: کمبود الکترولیت منجر به انتقال ضعیف یونی میشود، در حالی که افزونگی آن میتواند ایمنی و مقاومت در برابر تورم را تحت تأثیر قرار دهد. پس از پر شدن، سلول به صورت مهر و موم شده بسته میشود — از طریق جوشکاری لیزری برای پوستههای فلزی یا دربستن حرارتی برای انواع پوچ — تا در تمام طول عمر عملیاتی خود یکپارچگی حفظ شود.

سلولهای تازه مونتاژشده تحت فرآیند «تشکیل» قرار میگیرند، که یک چرخه آهسته شارژ-دشارژ اولیه است و باعث فعالسازی رویههای الکتروشیمیایی و تشکیل لایه پایدار سدیم الکترولیت جامد (SEI) بر روی آند میشود. این لایه SEI برای چرخهبرداری بلندمدت و ایمنی حیاتی است. پس از تشکیل، سلولها وارد مرحله بالا رفتن سن میشوند (معمولاً چندین روز در دمای بالا) تا خرابیهای اولیه شناسایی شده و پارامترهای عملکردی تثبیت شوند.

هر سلول بهطور دقیقی از نظر ظرفیت، امپدانس، نرخ تخلیه خودبهخودی و انطباق با استانداردهای ایمنی (مانند نفوذ میخ، شارژ بیش از حد) آزمایش میشود. بر اساس معیارهای عملکردی، سلولها دستهبندی و برای کاربردهای خاصی مرتبسازی میشوند — مثلاً انواع با توان بالا برای خودروهای الکتریکی (EV)، نوع با انرژی بالا برای ذخیرهسازی ثابت و غیره.
از انتخاب مواد اولیه تا اعتبارسنجی نهایی، فرآیند تولید باتریهای سدیم-یون، علوم مواد، مهندسی دقیق و کنترل سختگیرانه کیفیت را با هم تلفیق میکند. با گسترش تولید در سطح جهانی، نوآوریهای مستمر در طراحی الکترودها، فرمولاسیون الکترولیت و اتوماسیون بهبود بازده، کاهش هزینهها و تثبیت نقش فناوری سدیم-یون در انتقال به انرژی پاک را تسهیل خواهند کرد.

 اخبار داغ
اخبار داغ
منطقه صنعتی جوگوانگ، منطقه تابعه تیانچنگ، شهر یوچینگ، شهر ونزهو، استان زهجیانگ
کلیه حقوق محفوظ است © شرکت فناوری الکتریکی مینگتو جیانگسو، محدوده سیاست حفظ حریم خصوصی وبلاگ