По мере того как мировой спрос на устойчивые и экономически выгодные решения для хранения энергии растёт беспрецедентными темпами, натрий-ионные (Na-ion) аккумуляторы становятся перспективной альтернативой традиционным литий-ионным технологиям. Благодаря доступности сырья, повышенным показателям безопасности и многообещающим характеристикам производительности, технологии натрий-ионных аккумуляторов быстро набирают популярность в таких сферах, как электромобильность, энергохранилища масштаба сети и потребительская электроника. Однако за их инновационным потенциалом стоит ключевой вопрос: из чего именно складывается производственный процесс и состав материалов этих передовых элементов? В данной статье мы подробно рассмотрим весь производственный цикл натрий-ионных аккумуляторов — выделив каждый важный этап, на котором сырьё превращается в высокопроизводительные и коммерчески жизнеспособные устройства хранения энергии.
Основу любой батареи составляет её химический состав, а натрий-ионные батареи в основном используют широко распространённые в земной коре элементы, такие как натрий, железо, марганец и углерод. В отличие от лития, запасы которого географически сосредоточены и подвержены колебаниям в цепочках поставок, натрий легко доступен в морской воде и минеральных месторождениях по всему миру. Катод обычно использует слоистые оксиды переходных металлов (например, NaNi₁/₃Mn₁/₃Co₁/₃O₂), аналоги берлинской лазури или полианионные соединения, в то время как в аноде обычно применяется твёрдый углерод, полученный из биомассы или нефтяного пека. Электролит состоит из солей натрия — таких как NaClO₄ или NaPF₆ — растворённых в органических карбонатных растворителях. Перед поступлением на производственную линию все активные материалы проходят строгую очистку, сушку и оптимизацию размера частиц для обеспечения стабильного электрохимического поведения.

После подготовки сырья его смешивают в однородные суспензии, подобранные специально для катода или анода, с жестким контролем соотношения компонентов. Суспензия катода содержит активный материал, проводящие добавки (например, сажу) и полимерный связующий агент (обычно натриевую соль карбоксиметилцеллюлозы или PVDF) в подходящем растворителе, тщательно перемешиваясь для обеспечения равномерного распределения каждого компонента. Аналогично, суспензия анода смешивает твердый углерод со связующими веществами и проводящими агентами, оптимизируя вязкость для последующей обработки. Затем эти смеси наносятся с высокой точностью на токопроводящие основы из алюминия (катод) или меди (анод) с помощью автоматизированных систем экструзионного или ножевого нанесения покрытий. Критическими показателями качества являются равномерная толщина и прочное сцепление — любые несоответствия могут привести к локальным участкам перегрева, резкому увеличению внутреннего сопротивления или дисбалансу емкости при циклах зарядки-разрядки, что в конечном итоге ухудшает производительность и срок службы аккумулятора.

После нанесения покрытия влажные электроды проходят через многозонные печи с точно регулируемыми параметрами, где постепенно испаряются остаточные растворители, в результате чего на токопроводящих основаниях формируются пористые, но механически прочные композитные слои. На этапе сушки требуется тщательный контроль температуры, потока воздуха и времени пребывания в каждой зоне печи для предотвращения образования трещин, усадки или расслоения покрытия электрода. Быстрая, неконтролируемая сушка может привести к тому, что пары растворителя окажутся заперты внутри слоя, создавая дефекты, которые снижают структурную целостность и электрохимические характеристики. Напротив, ступенчатый процесс сушки обеспечивает равномерное удаление растворителя, сохраняя заданную пористую структуру, критически важную для транспортировки ионов. Далее полностью высушенные электроды подвергаются каландрованию — процессу прокатки под высоким давлением, при котором покрытие сжимается для достижения оптимальной плотности и пористости, адаптированных к конкретным химическим составам аккумуляторов. На этом этапе используются прецизионные валки, обеспечивающие равномерное давление по всей поверхности электрода, что способствует лучшему упаковыванию активного материала, проводящих добавок и частиц связующего. Правильное каландрование не только повышает ионную проводимость за счёт сокращения путей диффузии ионов, но и обеспечивает тесный контакт между отдельными частицами и токопроводящим основанием. Эти улучшения напрямую способствуют повышению скоростных характеристик, увеличению удельной энергоёмкости и продлению срока службы, что делает каландрование ключевым этапом при оптимизации общих эксплуатационных показателей натрий-ионных аккумуляторов.

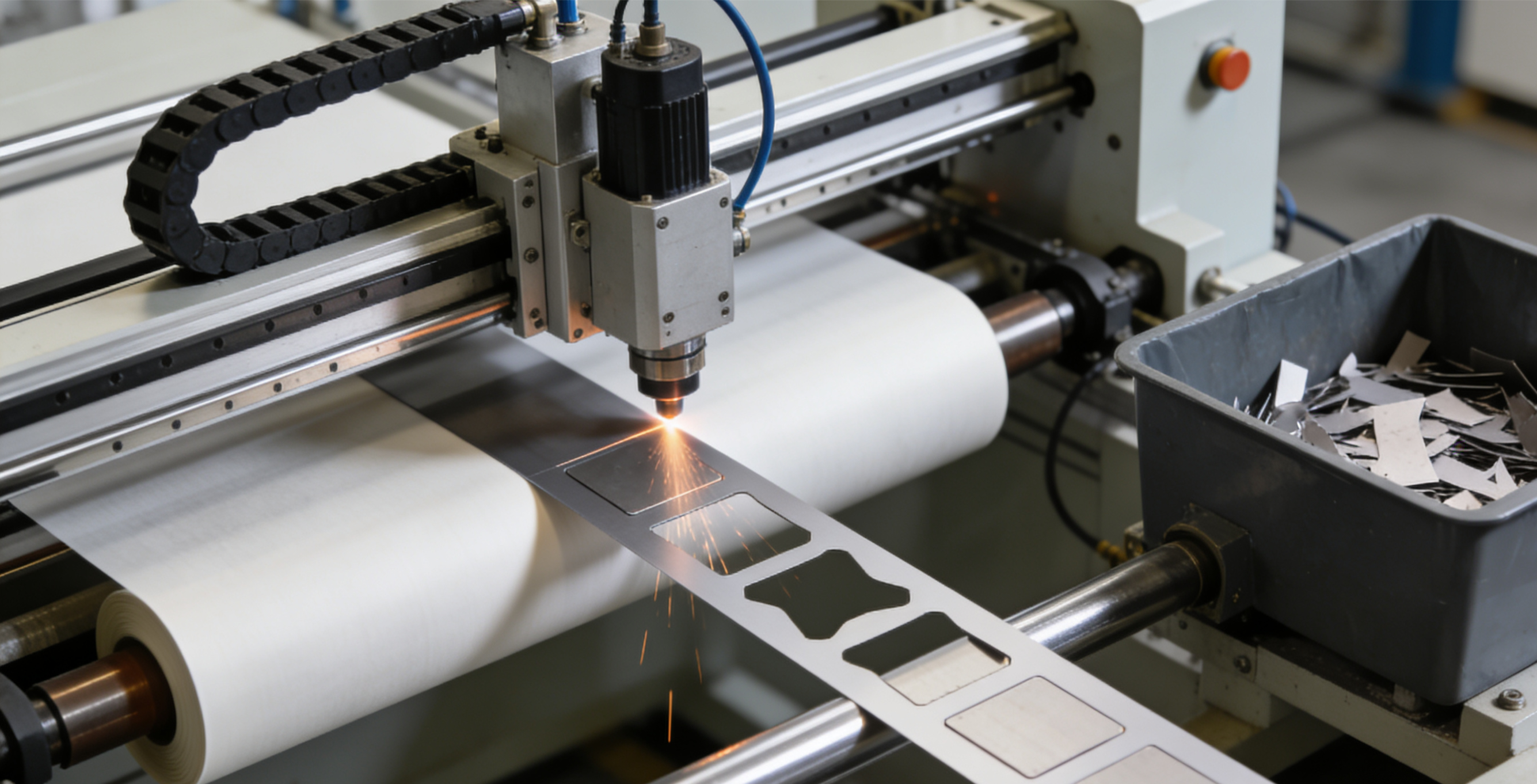
Непрерывные электродные полотна затем разделяются на более узкие ленты, соответствующие целевым размерам элемента. Лазерные или механические режущие инструменты обрезают электроды до точных форм (например, прямоугольники для призматических элементов или длинные полосы для цилиндрических форматов). Качество кромок тщательно контролируется, поскольку заусенцы или неровности могут вызвать внутренние короткие замыкания при сборке элемента.
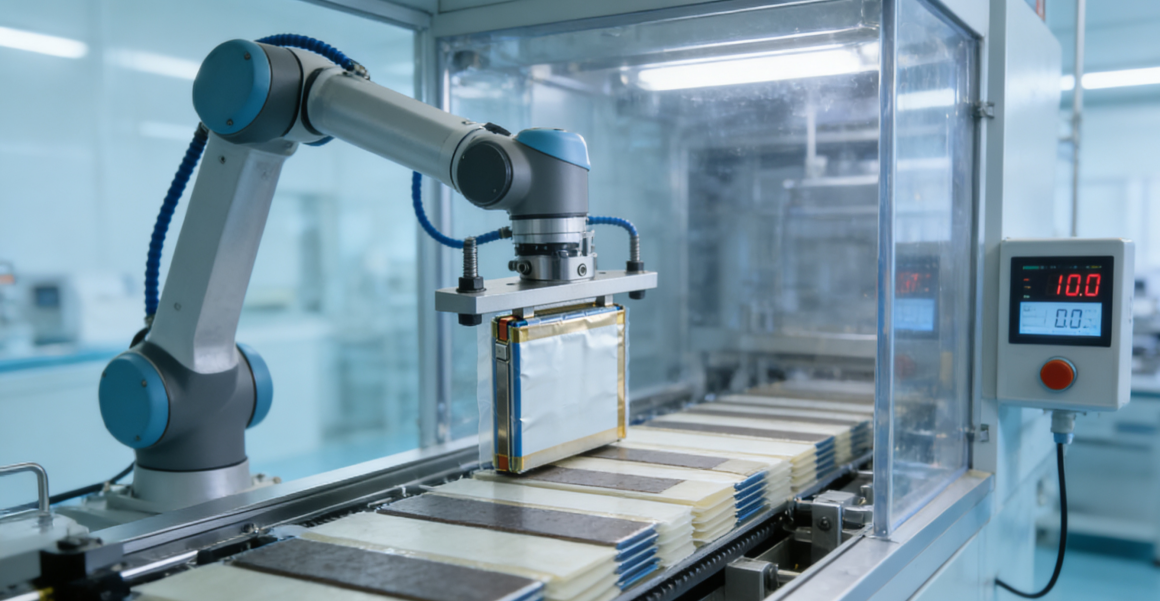
Ячейки на основе натрия собираются в сухих помещениях с низкой влажностью (<1% ОВ) для предотвращения побочных реакций, вызванных влагой. Процесс начинается со сборки слоев анод-сепаратор-катод в «пакет ячеек» путем укладки или намотки. Сепараторы — как правило, микропористые пленки из полиолефина, пропитанные совместимыми с электролитом покрытиями — выполняют функцию ионно-проводящих барьеров, предотвращающих электрический контакт между электродами. Для элементов в мягкой упаковке пакет помещается в алюминиевую ламинированную пленку; для цилиндрических или призматических конструкций он размещается в металлических корпусах.
В контролируемой среде ячейка заполняется натрийсодержащим электролитом под вакуумом. Этот этап требует высокой точности: недостаток электролита приводит к плохой ионной проводимости, а избыток может нарушить безопасность и устойчивость к набуханию. После заправки ячейка герметично закрывается — с помощью лазерной сварки для металлических корпусов или термозапайки для вариантов в мягкой упаковке — чтобы обеспечить целостность на протяжении всего срока эксплуатации.

Недавно собранные элементы проходят «формирование» — медленный начальный цикл зарядки-разрядки, который активирует электрохимические интерфейсы и формирует стабильный твёрдый электролитный интерфаз (SEI) на аноде. Этот слой SEI имеет важнейшее значение для долгосрочной циклируемости и безопасности. После формирования элементы проходят этап старения (обычно в течение нескольких дней при повышенных температурах), чтобы выявить ранние отказы и стабилизировать параметры производительности.

Каждый элемент тщательно тестируется на ёмкость, импеданс, скорость саморазряда и соответствие требованиям безопасности (например, проникновение гвоздя, перезаряд). В зависимости от показателей производительности элементы сортируются и классифицируются для конкретных применений — варианты с высокой мощностью для электромобилей, типы с высокой ёмкостью для стационарного хранения энергии и т.д.
От выбора сырья до окончательной проверки процесс производства натрий-ионных аккумуляторов объединяет материаловедение, точную инженерию и строгий контроль качества. По мере расширения производства в глобальном масштабе постоянные инновации в конструкции электродов, составе электролита и автоматизации позволят дополнительно повысить эффективность, снизить затраты и укрепить роль технологии Na-ion в переходе к чистой энергетике.

 Горячие новости
Горячие новости
Промышленная зона Цзюгуан, район Тяньчэн, город Юэцин, город Вэньчжоу, провинция Чжэцзян
© Чжэцзян Минту Электрикал Текнолоджи Ко., Лтд. Все права защищены Политика конфиденциальности Блог