 ×
×
Medan den globala efterfrågan på hållbara och kostnadseffektiva energilagringslösningar ökar i oändrig takt har natriumjonbatterier (Na-jon) framtränt som ett kraftfullt alternativ till etablerade litiumjonplattformar. Med råmaterial som är lättillgängliga, förbättrade säkerhetsegenskaper och lovande prestandaindikatorer får Na-jonteknik snabb acceptans inom sektorerna för elfordon, storskalig energilagring och konsumentelektronik. Men under deras innovativa värdeerbjudande döljer sig en avgörande fråga: vad innebär exakt tillverkningsprocessen och materialuppbyggnaden för dessa avancerade celler? I denna artikel undersöker vi den omfattande tillverkningsprocessen för natriumjonbatterier – och belyser varje avgörande steg som omvandlar råmaterial till högpresterande, kommersiellt genomförbara energilagringssystem.
Grunden för varje batteri ligger i dess kemi, och natriumjonbatterier bygger främst på jordens rika förekommande ämnen som natrium, järn, mangan och kol. Till skillnad från litium, som är geografiskt koncentrerat och utsatt för volatilitet i leveranskedjan, finns natrium lättillgängligt i havsvatten och mineralavlagringar världen över. Katoden använder vanligtvis lagerade övergångsmetalloxider (t.ex. NaNi₁/₃Mn₁/₃Co₁/₃O₂), Prussian blue-analoger eller polyanjoniska föreningar, medan anoden oftast använder hårdat kol från biomassa eller petroleumbitumen. Elektrolyter består av natriumsalter—såsom NaClO₄ eller NaPF₆—upplösta i organiska karbonatlösningar. Innan materialen skickas in på produktionslinjen genomgår alla aktiva material en noggrann rening, torkning och partikelförfining för att säkerställa konsekvent elektrokemisk prestanda.

När råmaterial har förberetts blandas de till homogena slurryer anpassade för antingen katod eller anod med strikt kontroll av blandningsförhållandena. Katodslurryn kombinerar aktivt material, ledande tillsatser (som kolrök) och en polymeric binder (vanligen natriumkarboxymetyllcellulosa eller PVDF) i en lämplig lösningsmedel, där grundlig omrörning säkerställer jämn dispersion av varje komponent. På liknande sätt blandas anodslurryn ihop hårt kol med bindemedel och ledande ämnen för att optimera viskositeten inför efterföljande bearbetning. Dessa blandningar ströks därefter noggrant på aluminiumströmsamlare (katod) eller kopparströmsamlare (anod) med hjälp av automatiserade sprutdie- eller rakkniv-beskickningssystem. Jämn tjocklek och stark adhesion är avgörande kvalitetsparametrar – eventuella ojämnheter kan leda till lokala heta punkter, plötsliga ökningar av inre motstånd eller kapacitetsobalanser under laddnings- och urladdningscykler, vilket i slutändan försämrar batteriets prestanda och livslängd.

Efter beläggning passerar de våta elektroderna genom exakt reglerade ugnar med flera zoner för att gradvis avdunsta återstående lösningsmedel, vilket lämnar porösa men mekaniskt robusta kompositskikt på strömsamlarna. Denna torkningsfas kräver noggrann reglering av temperatur, luftflöde och uppehållstid i varje ugnzon för att förhindra bildning av sprickor, krympning eller avlamellering av elektrodbeläggningen. Snabb, okontrollerad torkning kan fånga lösningsmedelsång inuti skiktet, vilket skapar defekter som försämrar strukturell integritet och elektrokemisk prestanda. I motsats till detta säkerställer en stegvis torkningsprocess enhetlig avlägsnande av lösningsmedel och bevarar den designade porösa strukturen som är avgörande för jontransport. Därefter genomgår de fullständigt torkade elektroderna kallvalsning – en rullningsprocess under högt tryck som komprimerar beläggningen för att uppnå optimal densitet och porositet anpassad till specifika batterikemier. Denna process använder precisionsrullar för att applicera konsekvent tryck över hela elektrodens yta, vilket förbättrar packningen av aktiva material, ledande tillsatser och bindarpartiklar. Korrekt kallvalsning förbättrar inte bara den joniska konduktiviteten genom att förkorta jondiffusionsvägar utan säkerställer även nära kontakt mellan enskilda partiklar och strömsamlaren. Dessa förbättringar resulterar direkt i förbättrad hastighetskapacitet, högre energitäthet och längre cykellivslängd, vilket gör kallvalsning till ett avgörande steg för att optimera den totala prestandan hos natriumjonbatterier.

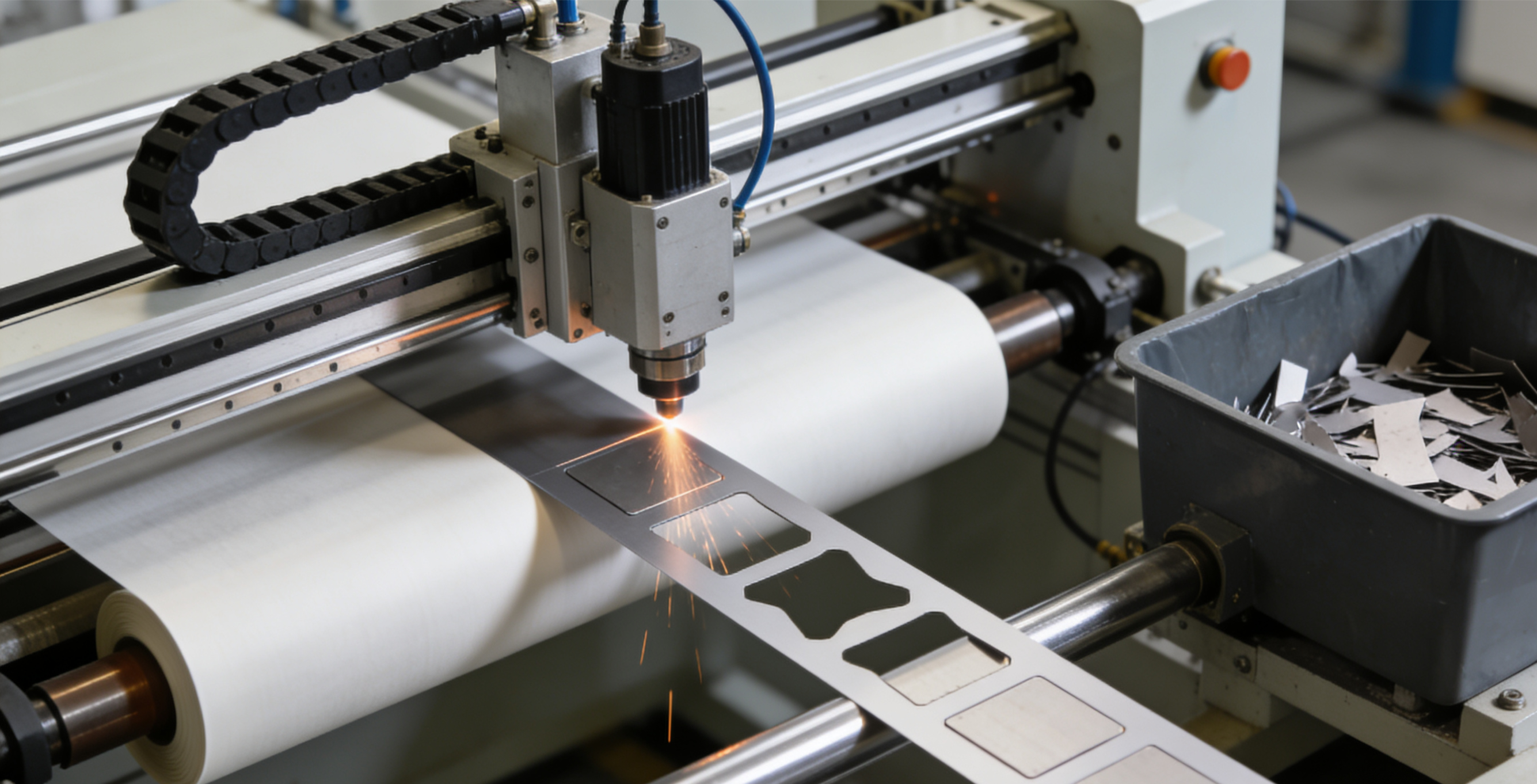
De kontinuerliga elektrodbanorna slogs sedan i smalare rullar anpassade till målcellens dimensioner. Laser- eller mekaniska skärverktyg trimmar elektroderna till exakta former (till exempel rektanglar för prismatiska celler eller långa band för cylindriska format). Kantkvaliteten övervakas noga, eftersom spån eller ojämnheter kan orsaka interna kortslutningar under cellmontering.
Natriumjonceller monteras i torrrum med låg fuktighet (<1 % RF) för att förhindra sidoreaktioner orsakade av fukt. Processen börjar med att stapla eller lindanode-separator-katod-lager till en "cellstack". Separatorer – vanligtvis mikroporösa polyolefinfilmer försedda med elektrolytkompatibla beläggningar – fungerar som jonledande barriärer som förhindrar elektrisk kontakt mellan elektroderna. För påsarceller sätts stacken in i ett hölje av aluminiumlaminerad folie; för cylindriska eller prismatiska design används metallbehållare.
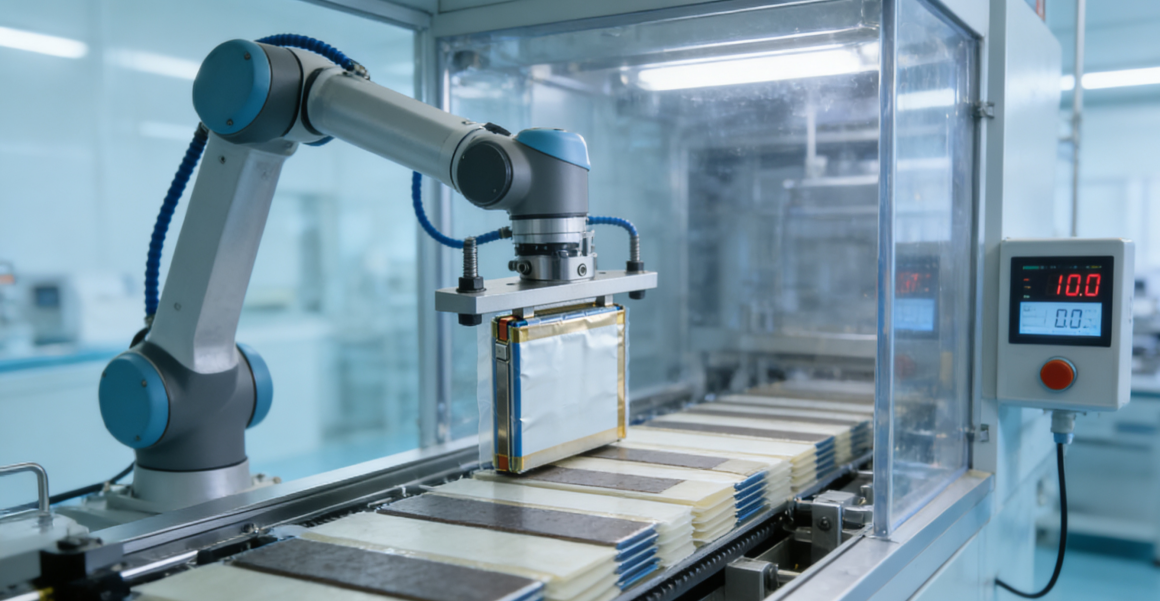
I en kontrollerad miljö fylls cellen under vakuum med natriumbaserad elektrolyt. Detta steg kräver precision: otillräcklig mängd elektrolyt leder till dålig jontransport, medan för mycket kan äventyra säkerheten och svällningsmotståndet. När fyllningen är klar försluts cellen hermetiskt – lasersvetsad vid metallhöljen eller värmeförsluten för påsar – för att bibehålla integritet under hela dess livslängd.

Nyligen monterade celler genomgår en "formningsprocess", en långsam initial laddnings- och urladdningscykel som aktiverar de elektrokemiska gränssnitten och bildar ett stabilt fast-elektrolytgränsskikt (SEI) på anoden. Detta SEI-lager är avgörande för långsiktig cykling och säkerhet. Efter formningen går cellerna in i en åldrandefas (vanligtvis flera dagar vid förhöjda temperaturer) för att identifiera tidiga fel och stabilisera prestandaparametrar.

Varje cell testas noggrant för kapacitet, impedans, egenurladdningshastighet och säkerhetsöverensstämmelse (t.ex. spikpenetration, överladdning). Baserat på prestandamått klassificeras och sorteras cellerna för specifika tillämpningar – högeffektivare varianter för elfordon (EV), högenergityper för stationärt lagring, etc.
Från råvaruval till slutlig validering kombinerar tillverkningsprocessen för natriumjonbatterier materialvetenskap, precisionsingenjörskonst och sträng kvalitetskontroll. När produktionen skalar upp globalt kommer pågående innovationer inom elektroddesign, elektrolytsammansättning och automatisering ytterligare att förbättra effektiviteten, minska kostnaderna och fastställa Na-jonteknikens roll i övergången till ren energi.

Juguang Industrial Zone, Tiancheng Sub-district, Yueqing City, Wenzhou City, Zhejiang Province.
Upphovsrätt © Zhejiang Mingtu Electrical Technology Co., Ltd. Alla rättigheter förbehållna Integritetspolicy Blogg








 Senaste nyheterna
Senaste nyheterna