×
×
Keďže celosvetová poptávka po udržateľných a cenovo konkurencieschopných riešeniach na skladovanie energie stúpa bezprecedentným tempom, sodíkové iónové (Na-iónové) batérie sa dostávajú do popredia ako významná alternatíva k tradičným lítiovým iónovým platformám. Vďaka dostupnosti surovín, zvýšenej úrovni bezpečnosti a sľubným prevádzkovým parametrom získava technológia Na-iónových batérií rýchlo na obrátkach v odvetviach elektrickej mobility, veľkých energetických úložíšť a spotrebnej elektroniky. Pod ich inovatívnym ponukovým profilom však leží kľúčitá otázka: aký presne výrobný proces a zloženie materiálov tieto špičkové články tvoria? V tomto článku sa pozrieme na komplexný výrobný proces sodíkových iónových batérií a zdôrazníme každú kritickú fázu, ktorá transformuje suroviny na vysoko výkonné a komerčne životaschopné jednotky na skladovanie energie.
Základom každej batérie je jej chemické zloženie, a sodíkové batérie využívajú predovšetkým prvkov hojne sa vyskytujúcich v zemskej kôre, ako sú sodík, železo, mangán a uhlík. Na rozdiel od lítia, ktoré je geograficky koncentrované a podlieha kolísaniu dodávateľských reťazcov, sodík je vo veľkom množstve dostupný vo vysokej koncentrácii v morskej vode aj v nerastných ložiskách po celom svete. Katóda bežne využíva vrstvené oxidy prechodných kovov (napr. NaNi₁/₃Mn₁/₃Co₁/₃O₂), analógy prúskej modrej alebo polyánové zlúčeniny, zatiaľ čo anóda bežne používa tvrdý uhlík získaný z biomasy alebo ropného dechtu. Elektrolyty pozostávajú zo sodných solí – ako napríklad NaClO₄ alebo NaPF₆ – rozpustených v organických karbonátových rozpúšťadlách. Pred vstupom na výrobnú linku prejdú všetky aktívne materiály dôkladnou úpravou zahŕňajúcou čistenie, sušenie a optimalizáciu veľkosti častíc, aby sa zabezpečilo konzistentné elektrochemické správanie.

Po príprave surovín sa zmiešajú do homogénnych suspenzií určených buď pre katódu alebo anódu s prísnou kontrolou pomerov. Katódová suspenzia kombinuje aktívny materiál, vodivé prísady (ako napríklad sadze) a polymérny pojivo (bežne sodná karboxymetylcelulóza alebo PVDF) v vhodnom rozpúšťadle, pričom sa dôkladne mieša na zabezpečenie rovnomerného rozptýlenia jednotlivých zložiek. Podobne sa anódová suspenzia pripravuje zmiešaním tvrdej uhlíka s pojivami a vodivými prísadami s optimalizovanou viskozitou pre následné spracovanie. Tieto zmesi sa následne presne nanášajú na hliníkové (katóda) alebo mediene (anóda) nosiče prúdu pomocou automatizovaných systémov nanášania štrbinovým die alebo ražeňom. Rovnaká hrúbka a pevné priľnavosť sú kritické ukazovatele kvality – akákoľvek nezhoda môže viesť k lokálnym horúcim bodom, náhlym skokom vnútorného odporu alebo nerovnováhe kapacity počas nabíjacieho a vybíjacieho cyklu, čo nakoniec kompromituje výkon a životnosť batérie.

Po nanesení prechádzajú mokré elektródy cez presne riadené viaczónové pece, kde sa postupne odparia zvyškové rozpúšťadlá a vzniknú pórovité, no mechanicky odolné kompozitné vrstvy na prúdových zbierach. Táto fáza sušenia vyžaduje dôkladnú reguláciu teploty, prúdenia vzduchu a doby pobyvu v každej zóne pece, aby sa zabránilo tvorbe trhlín, smršťovaniu alebo odlučovaniu povlaku elektród. Rýchle, nekontrolované sušenie môže uväzniť paru rozpúšťadiel vo vrstve a spôsobiť defekty, ktoré poškodia štrukturálnu integritu a elektrochemický výkon. Naopak, postupné sušenie zabezpečuje rovnomerné odstránenie rozpúšťadiel a zachováva navrhnutú pórovitú štruktúru, ktorá je kľúčová pre transport iónov. Následne sa úplne vysušené elektródy podrobia kalendrovanie – procesu valcovania za vysokého tlaku, ktorým sa povlak stlačí na optimálnu hustotu a pórovitosť prispôsobenú konkrétnym batériovým chémiám. Tento krok využíva precízne valce, ktoré aplikujú rovnomerný tlak po celej ploche elektródy, čím zlepšujú usporiadanie aktívnych materiálov, vodivých prísad a väzobných častíc. Správne kalendrovanie nielen zvyšuje iónovú vodivosť skracovaním difúznych dráh iónov, ale tiež zabezpečuje tesný kontakt medzi jednotlivými časticami a prúdovým zbierom. Tieto vylepšenia sa priamo prejavujú zvýšenou schopnosťou rýchleho nabíjania a vybíjania, vyššou energetickou hustotou a dlhšou životnosťou, čo robí kalendrovanie kľúčovým krokom pri optimalizácii celkového výkonu sodíko-iónových batérií.

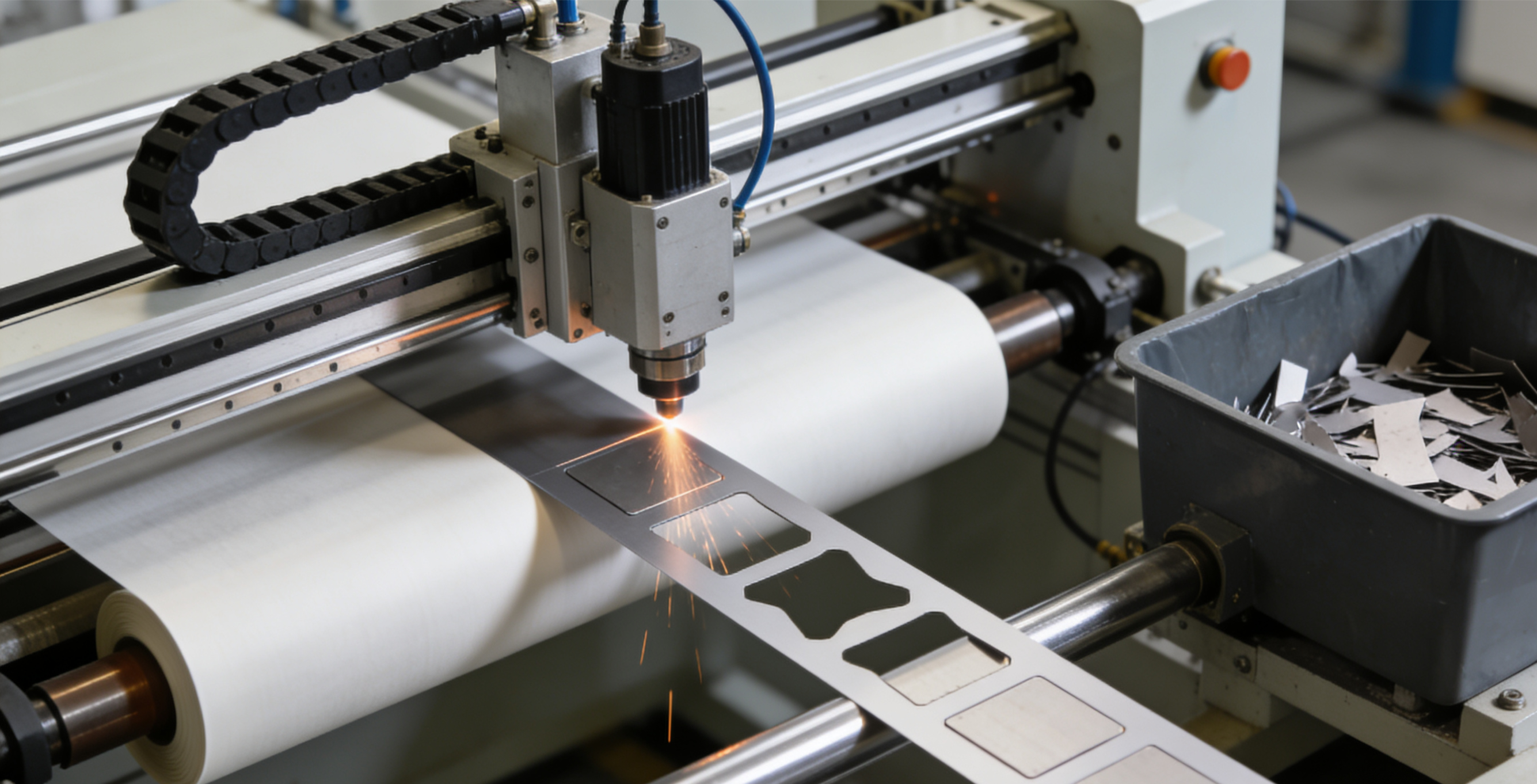
Neustále pásky elektród sa potom rozrežú na užšie pruhy zodpovedajúce požadovaným rozmerom článkov. Laserové alebo mechanické rezačky orežú elektródy na presné tvary (napr. obdĺžniky pre hranolové články alebo dlhé pruhy pre valcové formáty). Kvalita okrajov sa pozorne monitoruje, keďže hrany alebo nepravidelnosti môžu spôsobiť vnútorné skraty počas montáže článkov.
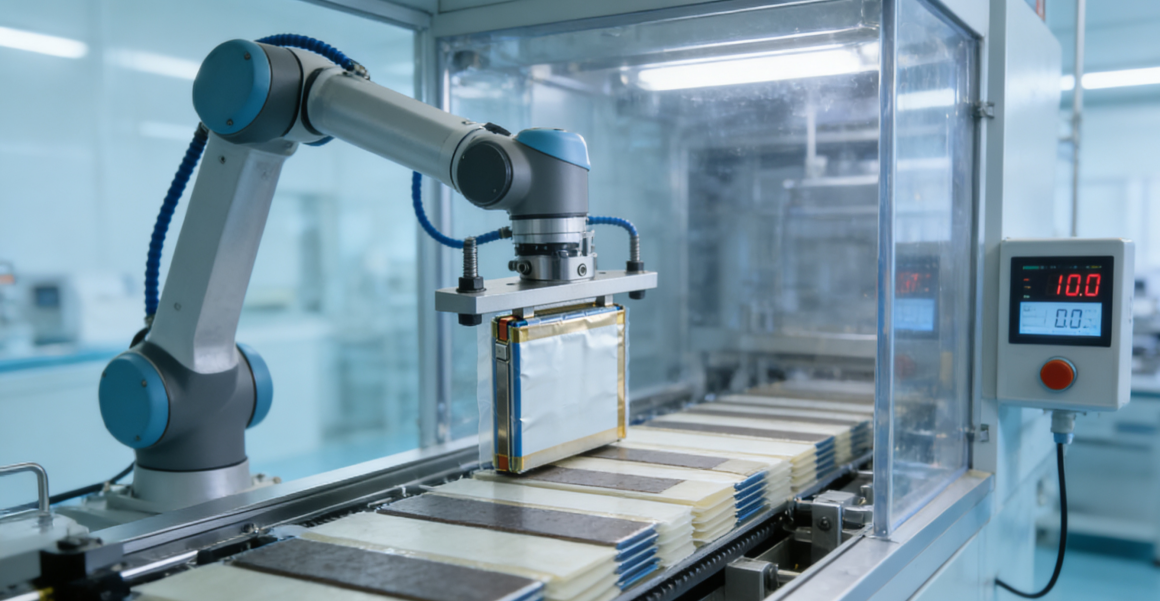
Sodíkové články sa montujú v suchých miestnostiach s nízkou vlhkosťou (<1 % RH), aby sa predišlo vedľajším reakciám spôsobeným vlhkosťou. Proces začína usporiadaním alebo navíjaním vrstiev anóda-separátor-katóda do tzv. „stohu článku“. Separátory – zvyčajne mikroporézne polyolefínové fólie obohatené o povlaky kompatibilné s elektrolytom – pôsobia ako iónovo-vodivé bariéry, ktoré zabraňujú elektrickému kontaktu medzi elektródami. U pouzdierkových článkov sa stoh vkladá do plášťa z hliníkom laminovanej fólie; u valcových alebo hranolových konštrukcií sa umiestňuje do kovových nádob.
V kontrolovanom prostredí sa článok pod vákuum naplní sodíkom založeným elektrolytom. Tento krok vyžaduje presnosť: nedostatočné množstvo elektrolytu spôsobí zlý prenos iónov, zatiaľ čo nadbytok môže ohroziť bezpečnosť a odolnosť voči bobnateniu. Po naplnení sa článok hermeticky uzavrie – laserovým zváraním u kovových plášťov alebo tepelným zvarom u pouzdierkových verzií – a tým sa zachová jeho celistvosť počas celého prevádzkového života.

Nedávno zostavené články prechádzajú procesom „formovania“, čo je pomalý prvotný cyklus nabitia a vybitia, ktorý aktivuje elektrochemické rozhrania a vytvára stabilnú tuhú elektrolytovú medzivrstvu (SEI) na anóde. Táto SEI vrstva je rozhodujúca pre dlhodobú cyklovaciu životnosť a bezpečnosť. Po formovaní články prechádzajú fázou starnutia (zvyčajne niekoľko dní pri zvýšenej teplote), aby boli identifikované skoré poruchy a stabilizované prevádzkové parametre.

Každý článok je dôkladne testovaný na kapacitu, impedanciu, rýchlosť samovybíjania a dodržiavanie bezpečnostných noriem (napr. prebitie, prehriatie). Na základe výkonnostných parametrov sú články triedené a triedené podľa konkrétnych aplikácií – varianty s vysokým výkonom pre elektromobily, typy s vysokou energetickou hustotou pre stacionárne úložné systémy atď.
Od výberu surovín až po konečnú validáciu sa proces výroby sodíko-iónových batérií spája materiálovú vedu, presné inžinierstvo a prísnu kontrolu kvality. Keď sa výroba globálne rozširuje, budúce inovácie v návrhu elektród, formulácii elektrolytu a automatizácii ďalej zvýšia efektivitu, znížia náklady a posilnia úlohu technológie Na-iónov v prechode na čistú energiu.

 Horúce novinky
Horúce novinky
Priemyselná zóna Juguang, mestská časť Tiancheng, mesto Yueqing, mesto Wenzhou, provincia Zhejiang.
Všetky práva vyhradené © Zhejiang Mingtu Electrical Technology Co., Ltd Zásady ochrany súkromia Blog