 ×
×
Kun kestävien ja kustannustehokkaiden energiavarastoratkaisujen maailmanlaajuinen kysyntä kasvaa ennennäkemättömällä tahdilla, natrium-ionibatteriat (Na-ion) ovat nousseet merkittäväksi vaihtoehdoksi perinteisille litium-ionialustoille. Runsaskaltainen raaka-aineiden saatavuus, parantunut turvallisuus sekä lupaavat suorituskykyarvot ovat tehneet Na-ion-batteriateknologiasta nopeasti suosittua sähköisessä liikkumisessa, sähköverojärjestelmissä ja kuluttajaelektroniikassa. Mutta innovatiivisen arvotarjouksen alla piilee keskeinen kysymys: miltä koostuu näiden huippuunsa kehitettyjen solujen tarkka valmistusprosessi ja materiaalikoostumus? Tässä artikkelissa käymme läpi natrium-ionibatterioiden kattavan tuotantoprosessin – korostaen jokaista kriittistä vaihetta, jossa raaka-aineet muuttuvat korkean suorituskyvyn omaaviksi kaupallisesti elinkelpoisiksi energiavarastointiyksiköiksi.
Jokaisen akun perusta on sen kemiassa, ja natrium-ioniakut perustuvat pääasiassa maaperässä runsaasti saatavilla oleviin alkuaineisiin, kuten natriumiin, rautaan, mangaaniin ja hiileen. Toisin kuin litium, jonka saatavuus on geografisesti keskittynyttä ja alttiina toimitusketjun heilahtelulle, natriumia on runsaasti merivedessä ja mineraaliesiintymissä ympäri maailmaa. Katodi käyttää tyypillisesti kerroksittuja siirtymetallioxideja (esim. NaNi₁/₃Mn₁/₃Co₁/₃O₂), Preussiläisen sinisen analogeja tai polyaanioniyhdisteitä, kun taas anodissa käytetään yleensä kovaa hiiltä, joka on peräisin biomassasta tai öljynrikkiaineesta. Elektrolyytit koostuvat natriumsuoloista – kuten NaClO₄ tai NaPF₆ – jotka on liuotettu orgaanisiin karbonaattiliuottimiin. Ennen kuin aktiiviset aineet siirtyvät tuotantolinjalle, ne käydään kaikki tiukkojen puhdistus-, kuivatus- ja hiukkaskoon optimointiprosessien läpi varmistaakseen tasaisen sähkökemiallisen käyttäytymisen.

Kun raaka-aineet on valmisteltu, ne sekoitetaan homogeenisiksi liuoksiksi, jotka on suunniteltu joko katodille tai anodille tiukalla suhdesäädöllä. Katodiliuos yhdistää aktiivisen materiaalin, johtavat lisäaineet (kuten hiilipohjaiset aineet) ja polymeerisen sitovan aineen (yleensä natriumkarboksimetyyliselluloosa tai PVDF) yhteensopivaan liuottimeen, ja sitä sekoitetaan perusteellisesti varmistaakseen jokaisen komponentin tasaisen hajautumisen. Vastaavasti anodiliuos sekoittaa kovaan hiileen sitovia aineita ja johtavia aineita, ja viskositeetti optimoidaan seuraavia prosesseja varten. Nämä seokset päällystetään täsmällisesti alumiinille (katodi) tai kuparille (anodi) virtakollektorille automatisoiduilla rakokäsittely- tai viidakkopäällystysjärjestelmillä. Yhtenäinen paksuus ja vahva adheesio ovat keskeisiä laatumittareita – mikä tahansa epätasaisuus voi johtaa paikallisiin kuumille pisteille, sisäisen resistanssin piikkien muodostumiseen tai kapasiteettiepätasapainoon latauspuristussykleissä, mikä heikentää akun suorituskykyä ja käyttöikää.

Päällystämisen jälkeen kosteat elektrodit kulkevat tarkasti säädetyissä monivyöhykkeisissä uuneissa, joissa jäljelle jäävät liuottimet haihtuvat asteittain, jättäen virtajohtimille huokoisia mutta mekaanisesti vahvoja komposiittikerroksia. Tämä kuivatusvaihe edellyttää huolellista lämpötilan, ilmavirran ja viipymäajan säätöä kussakin uunivyöhykkeessä halkeamien, kutistumisen tai elektrodipinnoitteen kerrostumisen ehkäisemiseksi. Nopea, hallitsematon kuivatus voi jättää liuotinhöyryjä kerroksen sisään, mikä luo virheitä, jotka heikentävät rakenteellista eheyttä ja sähkökemiallista suorituskykyä. Sen sijaan vaiheittainen kuivatusprosessi varmistaa yhtenäisen liuottimen poistumisen, säilyttäen ioninsiirron kannalta olennaisen suunnitellun huokoisen rakenteen. Tämän jälkeen täysin kuivatut elektrodit siirtyvät kalenderointiin – korkeapaineiseen rullausprosessiin, jossa pinnoite puristetaan saavuttaakseen optimaalisen tiheyden ja huokoisuuden, joka on sovitettu tiettyihin akkukemiioihin. Tässä vaiheessa käytetään tarkkuusrullia, jotka kohdistavat tasaisen paineen elektrodin pinnalle, parantaen aktiivisen materiaalin, johtavien lisäaineiden ja sitomisaineiden hiukkasten tiivistymistä. Oikein tehty kalenderointi ei ainoastaan paranna ionien johtavuutta lyhentämällä ionien diffuusioreittejä, vaan varmistaa myös tiiviin kosketuksen yksittäisten hiukkasten ja virtajohdin välillä. Nämä parannukset näkyvät suoraan parempana tehonotto-ominaisuutena, korkeampana energiatiheytenä ja pidempänä syklisellevvyytenä, mikä tekee kalenderoinnista keskeisen vaiheen natrium-ioniakkujen kokonaissuorituskyvyn optimoinnissa.

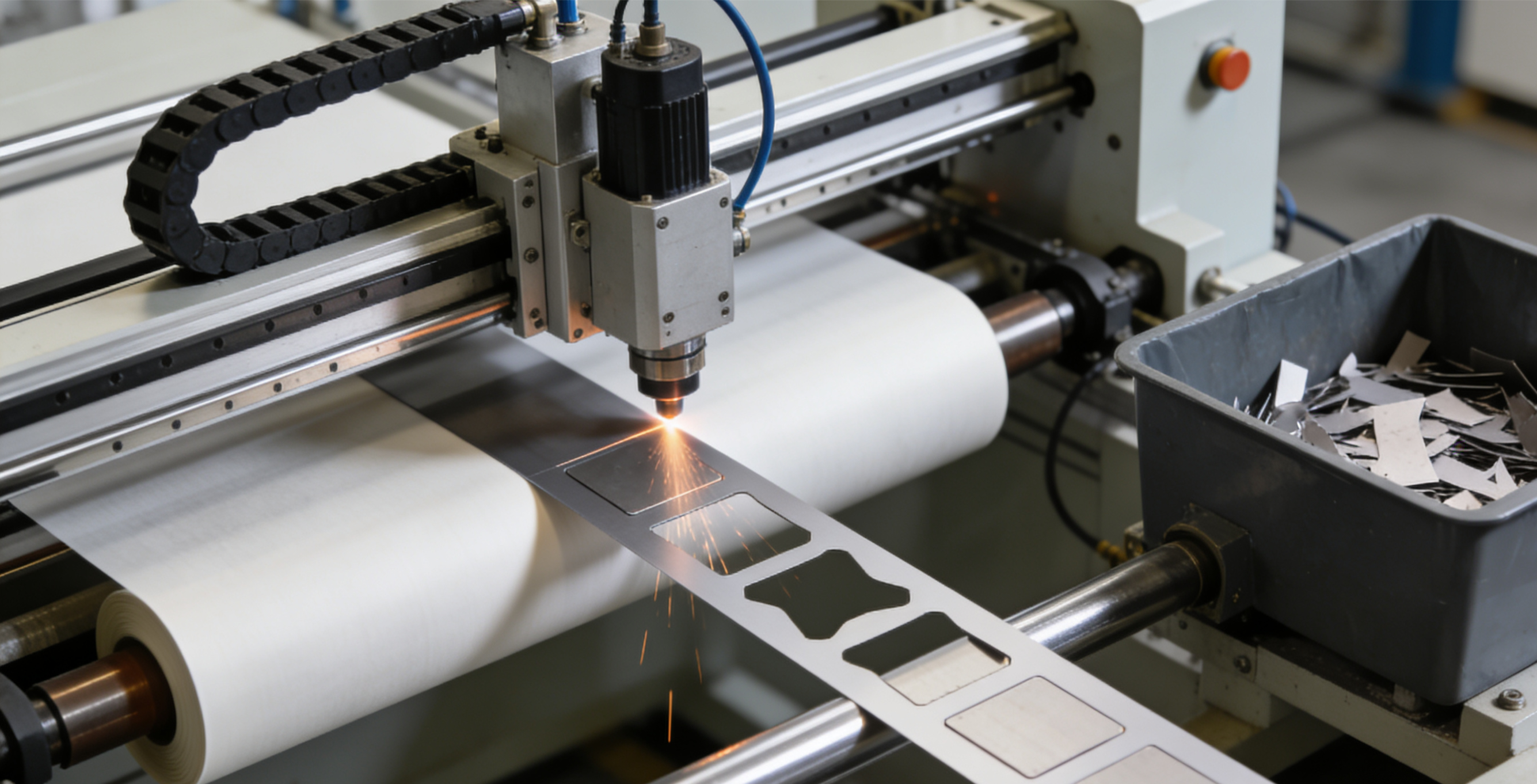
Jatkuvat elektrodikangaspyörät pilkotaan kapeammiksi nauhoiksi, jotka vastaavat kohdesolun mittoja. Laserilla tai mekaanisilla leikkuutyökaluilla muotoillaan elektrodit tarkasti määritettyihin muotoihin (esimerkiksi suorakaiteet prismatisiin soluihin tai pitkät nauhat sylinterimäisiin muotoihin). Reunojen laatua seurataan tarkasti, koska karheudet tai epäsäännöllisyydet voivat aiheuttaa sisäisiä oikosulkuja solujen kokoonpanon aikana.
Natriumioniakut kootaan kosteuden alhaisessa (<1 % RH) kuivahuoneissa estämällä kosteuden aiheuttamat sivureaktiot. Prosessi alkaa anodi-eriste-katodi-kerrosten pinnoittelulla tai käärimisellä ”kennoon”. Eristeet – yleensä mikroporeiset polyolefiinikalvot, jotka on käsitelty elektrolyyttiluonteisilla pinnoitteilla – toimivat ioninviejäsuuntina, jotka estävät sähkökontaktin syntymisen elektrodien välillä. Pussikennolle kerros asetetaan alumiinilaminoidun kalvon sisään; lieriömäisille tai prismamaisille suunnitelmille se sijoitetaan metallikuoriin.
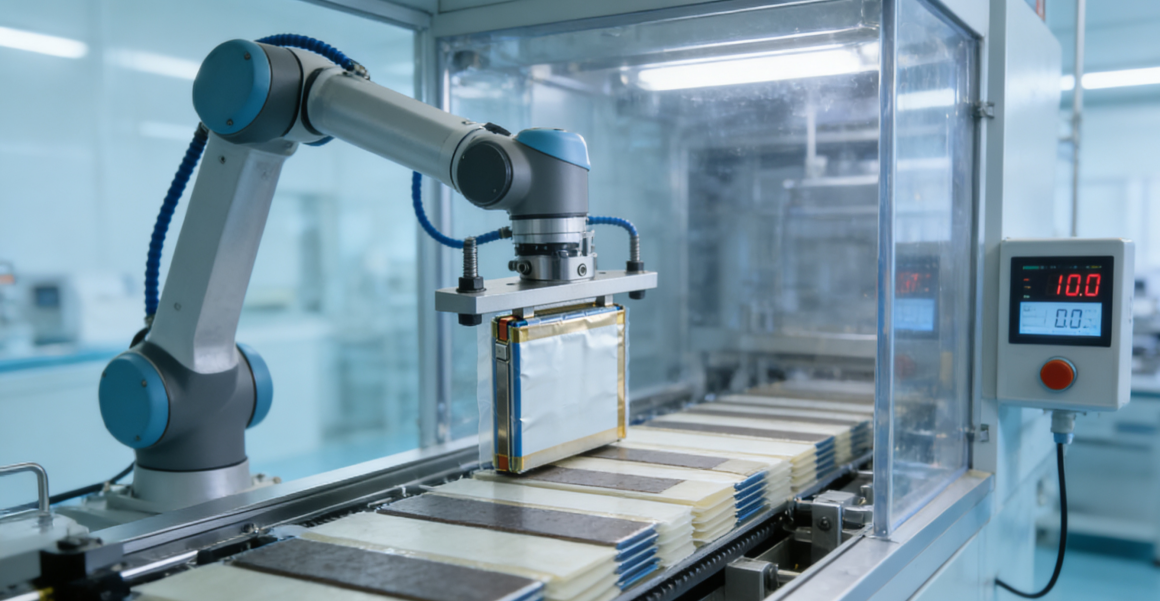
Ohjatussa ympäristössä kennoon tyhjiön avulla lisätään natriumpohjaista elektrolyyttiä. Tämä askel vaatii tarkkuutta: riittämätön määrä elektrolyyttiä johtaa huonoon ioninsiirtoon, kun taas liiallinen määrä voi heikentää turvallisuutta ja turpoamisvastusta. Täytön jälkeen kenno tiivistetään tiiviisti – hitsattuna laserilla metallikuorissa tai lämpötiivistettynä pussimuunnoksissa – säilyttääkseen toimintakykynsä koko käyttöiän ajan.

Uudet kokoamiset solut käyvät läpi "muodostuksen", joka on hidas alkuinen latauspuristussykli, jolla aktivoidaan sähkökemialliset rajapinnat ja muodostetaan stabiili kiinteä elektrolyyttiinterfaasi (SEI) anodille. Tämä SEI-kerros on ratkaisevan tärkeä pitkän täyttökierroksen ja turvallisuuden kannalta. Muodostuksen jälkeen solut siirtyvät ikääntymisvaiheeseen (tyypillisesti useita päiviä korotetussa lämpötilassa), jossa tunnistetaan varhaiset vioittumiset ja suorituskykyparametrit vakautetaan.

Jokaista solua testataan systemaattisesti kapasiteetin, impedanssin, itseladuntahdin ja turvallisuusvaatimusten (esim. naulan läpäisy, ylilataus) osalta. Suorituskykymetriikoiden perusteella solut luokitellaan ja lajitellaan tiettyihin sovelluksiin – esimerkiksi suuritehoisia versioita sähköajoneuvoihin, suurienergiaisia tyyppejä pysyvään varastointiin jne.
Raaka-aineiden valinnasta lopulliseen validointiin asti natrium-ionien akkujen valmistusprosessi yhdistää materiaalitieteen, tarkan insinööritaidon ja tiukan laadunvalvonnan. Kun tuotanto skaalautuu globaalisti, jatkuvat innovaatiot elektrodien suunnittelussa, elektrolyytin koostumuksessa ja automaatiossa parantavat entisestään tehokkuutta, vähentävät kustannuksia ja vahvistavat Na-ioniteknologian asemaa siirtyessämme puhtaaseen energiaan.

Juguangin teollisuusalue, Tianchengin kaupunginosassa, Yueqingin kaupungissa, Wenzhoun kaupungissa, Zhejiangin provinssissa.
Tekijänoikeus © Zhejiang Mingtu Electrical Technology Co., Ltd. Kaikki oikeudet pidätetään Tietosuojakäytäntö Blogi








 Uutiset
Uutiset