×
×
Con la domanda mondiale di soluzioni per l'accumulo di energia sostenibili e competitivi in termini di costo che cresce a un ritmo senza precedenti, le batterie al sodio-ione (Na-ione) si sono affermate come un'alternativa ad alto impatto rispetto alle piattaforme tradizionali al litio-ione. Grazie a materiali grezzi facilmente disponibili, migliori prestazioni in termini di sicurezza e parametri prestazionali promettenti, la tecnologia delle batterie Na-ione sta ottenendo una rapida diffusione nei settori della mobilità elettrica, dell'accumulo di energia su scala di rete e dell'elettronica di consumo. Ma al di sotto della loro innovativa proposta di valore si pone una domanda fondamentale: qual è esattamente il processo produttivo e la composizione materiale di queste celle all'avanguardia? In questo articolo analizziamo nel dettaglio il flusso produttivo completo delle batterie al sodio-ione, evidenziando ogni fase critica che trasforma i materiali grezzi in unità di accumulo energetico ad alte prestazioni e commercialmente valide.
La base di qualsiasi batteria risiede nella sua chimica, e le batterie al sodio-ione si basano principalmente su elementi abbondanti in natura come sodio, ferro, manganese e carbonio. A differenza del litio, che è geograficamente concentrato ed esposto a volatilità della catena di approvvigionamento, il sodio è facilmente disponibile nell'acqua di mare e nei giacimenti minerali in tutto il mondo. Il catodo utilizza tipicamente ossidi stratificati di metalli di transizione (ad esempio NaNi₁/₃Mn₁/₃Co₁/₃O₂), analoghi del blu di Prussia o composti polianionici, mentre l'anodo impiega comunemente carbonio duro derivato da biomassa o da catrame petrolifero. Gli elettroliti sono costituiti da sali di sodio—come NaClO₄ o NaPF₆—disciolti in solventi organici a base di carbonati. Prima di entrare in linea di produzione, tutti i materiali attivi vengono sottoposti a rigorosi processi di purificazione, essiccazione e ottimizzazione della dimensione delle particelle per garantire un comportamento elettrochimico costante.

Una volta preparate le materie prime, vengono miscelate in sospensioni omogenee specifiche per il catodo o l'anodo, con un rigoroso controllo dei rapporti. La sospensione per il catodo combina materiale attivo, additivi conduttivi (come il nero di carbonio) e un legante polimerico (comunemente carbossimetilcellulosa sodica o PVDF) in un solvente compatibile, mescolando accuratamente per garantire una dispersione uniforme di ciascun componente. Analogamente, la sospensione per l'anodo mescola carbonio duro con leganti e agenti conduttivi, ottimizzando la viscosità per le fasi successive di lavorazione. Queste miscele vengono quindi depositate con precisione su collettori di corrente in alluminio (catodo) o rame (anodo), mediante sistemi automatizzati di tipo slot-die o a lamina raschiante. Spessore uniforme e forte adesione sono parametri critici di qualità: qualsiasi irregolarità può causare punti caldi localizzati, picchi di resistenza interna o squilibri di capacità durante i cicli di carica-scarica, compromettendo infine le prestazioni e la durata della batteria.

Dopo il rivestimento, gli elettrodi umidi passano attraverso forni precisi a più zone per evaporare gradualmente i solventi residui, lasciando strati compositi porosi ma meccanicamente resistenti sui collettori di corrente. Questa fase di essiccazione richiede un'attenta regolazione della temperatura, del flusso d'aria e del tempo di permanenza in ciascuna zona del forno per evitare la formazione di crepe, restringimenti o delaminazioni del rivestimento dell'elettrodo. Un'essiccazione rapida e non controllata può intrappolare vapori di solvente all'interno dello strato, creando difetti che compromettono l'integrità strutturale e le prestazioni elettrochimiche. Al contrario, un processo di essiccazione graduale garantisce una rimozione uniforme del solvente, preservando la struttura porosa progettata, fondamentale per il trasporto degli ioni. Successivamente, gli elettrodi completamente essiccati subiscono una calandratura, un processo di laminazione ad alta pressione che comprime il rivestimento per raggiungere una densità e porosità ottimali, adatte a specifiche chimiche delle batterie. Questo passaggio utilizza rulli di precisione per applicare una pressione costante su tutta la superficie dell'elettrodo, migliorando il compattamento del materiale attivo, degli additivi conduttivi e delle particelle del legante. Una corretta calandratura non solo aumenta la conducibilità ionica accorciando i percorsi di diffusione degli ioni, ma assicura anche un contatto stretto tra le singole particelle e il collettore di corrente. Questi miglioramenti si traducono direttamente in una maggiore capacità di scarica, una densità energetica più elevata e una vita utile più lunga, rendendo la calandratura un passaggio fondamentale per ottimizzare le prestazioni complessive delle batterie agli ioni di sodio.

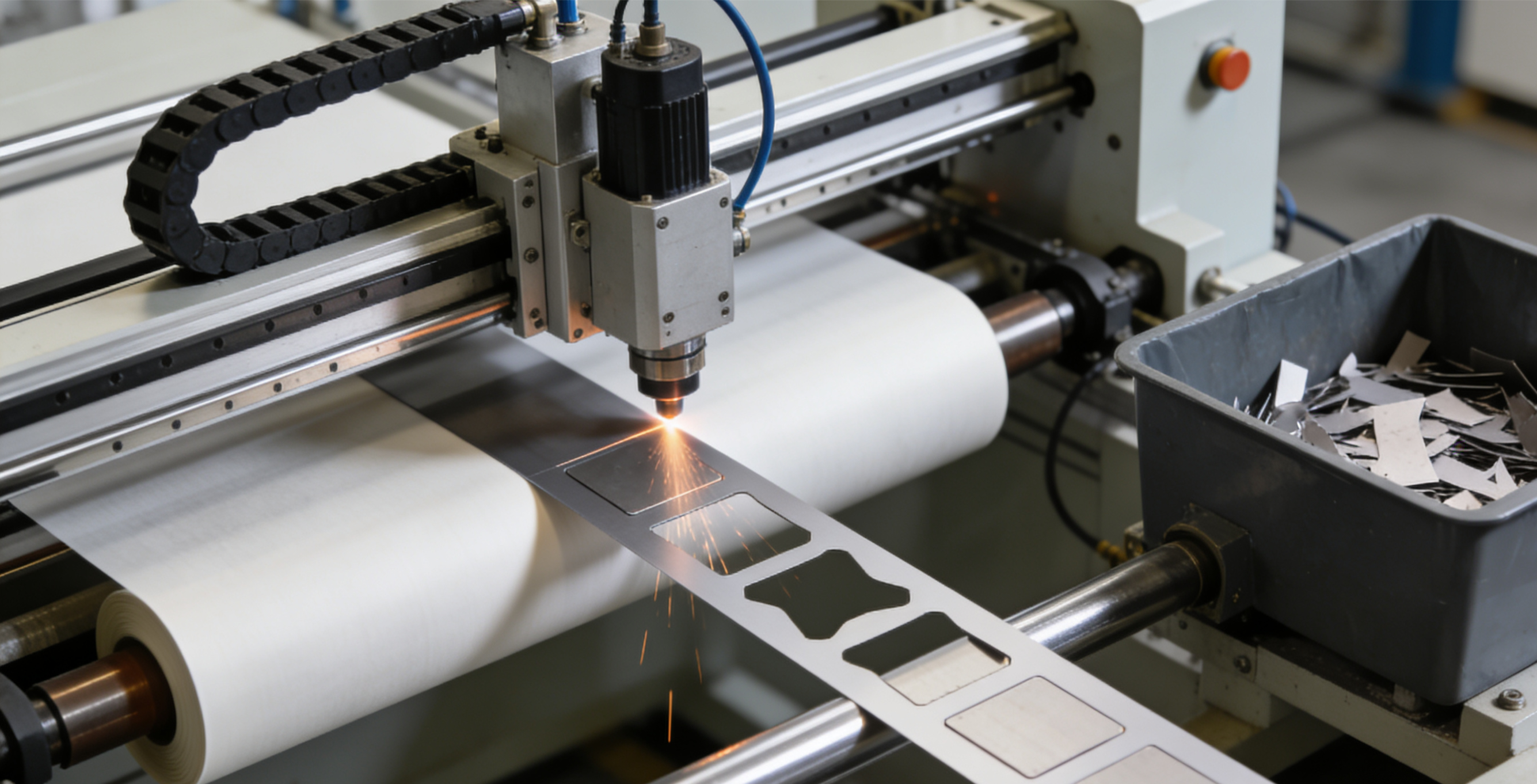
Le bobine continue degli elettrodi vengono quindi fese in strisce più strette, adatte alle dimensioni target della cella. Strumenti di taglio laser o meccanici ritagliano gli elettrodi in forme precise (ad esempio rettangoli per celle prismatiche o lunghe strisce per formati cilindrici). La qualità dei bordi è attentamente monitorata, poiché bave o irregolarità possono causare cortocircuiti interni durante l'assemblaggio della cella.
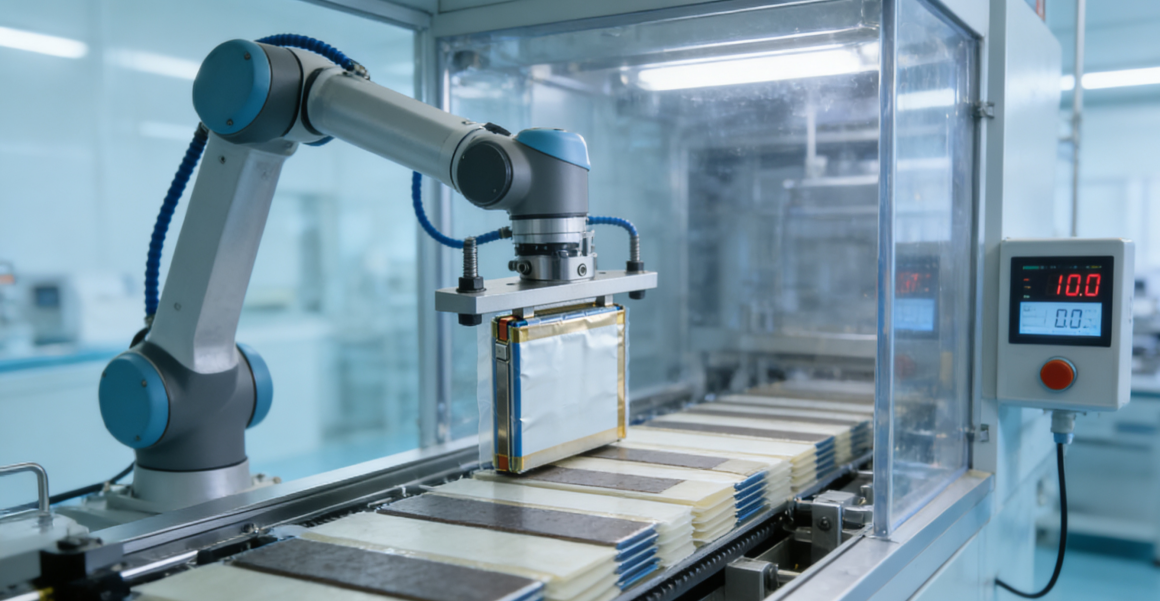
Le celle a ioni di sodio sono assemblate in ambienti asciutti con umidità ridotta (<1% UR) per prevenire reazioni collaterali indotte dall'umidità. Il processo inizia con l'impilamento o l'avvolgimento degli strati anodo-separatore-catodo in una "pila di celle". I separatori, tipicamente film microporosi in poliolefina con rivestimenti compatibili con l'elettrolita, agiscono da barriere conduttrici ioniche che impediscono il contatto elettrico tra gli elettrodi. Per le celle tipo pouch, la pila viene inserita in un involucro in film laminato di alluminio; per configurazioni cilindriche o prismatiche, viene alloggiata in contenitori metallici.
In un ambiente controllato, la cella viene riempita sotto vuoto con elettrolita a base di sodio. Questo passaggio richiede precisione: un elettrolita insufficiente provoca un trasporto ionico scadente, mentre un eccesso può compromettere sicurezza e resistenza al rigonfiamento. Una volta riempita, la cella viene sigillata ermeticamente—mediante saldatura laser per i contenitori metallici o termosigillatura per le varianti pouch—per mantenere l'integrità durante tutta la vita operativa.

Le celle appena assemblate subiscono un processo di "formazione", un ciclo iniziale lento di carica e scarica che attiva le interfacce elettrochimiche e forma uno strato stabile di interfase solido-elettrolita (SEI) sull'anodo. Questo strato SEI è fondamentale per la ciclabilità a lungo termine e la sicurezza. Al termine della formazione, le celle entrano in una fase di invecchiamento (tipicamente alcuni giorni a temperature elevate) per identificare eventuali guasti precoci e stabilizzare i parametri prestazionali.

Ogni cella viene sottoposta a test rigorosi per verificarne la capacità, l'impedenza, il tasso di autoscarica e la conformità agli standard di sicurezza (ad esempio, penetrazione con chiodo, sovraccarica). Sulla base delle prestazioni, le celle vengono classificate e suddivise per applicazioni specifiche: varianti ad alta potenza per veicoli elettrici (EV), tipologie ad alta energia per immagazzinamento stazionario, ecc.
Dalla selezione delle materie prime alla validazione finale, il processo di produzione delle batterie agli ioni di sodio unisce scienza dei materiali, ingegneria di precisione e rigorosi controlli qualità. Con l'aumento della produzione a livello globale, le continue innovazioni nella progettazione degli elettrodi, nella formulazione dell'elettrolita e nell'automazione miglioreranno ulteriormente l'efficienza, ridurranno i costi e rafforzeranno il ruolo della tecnologia Na-ion nella transizione energetica pulita.

 Ultime notizie
Ultime notizie
Zona Industriale Juguang, Sotto-distretto di Tiancheng, Città di Yueqing, Città di Wenzhou, Provincia dello Zhejiang.
Copyright © Zhejiang Mingtu Electrical Technology Co., Ltd. Tutti i diritti riservati Informativa sulla privacy Blog