Бүт дүйнө боюнча туруктуу, баасы тийиштүү энергия сактоо чечимдерине болгон талап чектен тыш ынтымак менен көбөйүп бара жатканда, натрий-иондук (Na-ion) аккумуляторлор литий-иондук платформалардын ордуна маанилүү алмаштыруучу болуп келишет. Кеңири колдонулган түзүлүштөрү, коопсуздугунун жогору болушу жана ийгиликтуу иштөө көрсөткүчтөрү менен Na-ion аккумулятор технологиясы электр транспорту, электр энергиясын масштабдуу сактоо жана тургундардын электроникасы секторлорунда тез арада колдонулууда. Бирок алардын инновациялык өзгөчөлүгүнүн астында маанилүү суроо жатат: бул алдыңкы четте турган элементтердин так өндүрүш процесси жана материалдык түзүлүшү эмнеден турат? Бул макалада биз натрий-иондук аккумуляторлордун толук өндүрүш процессин карайбыз — түзүлүштөрдү жогорку иштөө көрсөткүчүнө ээ, коммерциялык жагынан колдонууга жарамдуу энергия сактоо бирдигине айландыргыч ар бир маанилүү этапты көрсөтүп.
Батареянын негизи анын химиясында жатып, натрий-иондук батареялар натрий, темир, марганец жана углерод сыяктуу жерде кеңири таралган элементтерге негизделет. Сунушталган жана кол коюу үчүнчүлүккө дуушар болгон литийге каршыча, натрий диңге баардык дүйнө жүзүндө тең диңге аралдарда жана минералдык кен ириңдеринде оңой табылат. Катоддо көбүнчө катмардуу өтүү металл оксиддер (мисалы, NaNi₁/₃Mn₁/₃Co₁/₃O₂), Пруссия көк түстүү аналогдору же полииондук берилмелер колдонулса, аноддо көбүнчө биомасса же нефть битумунан алынган катуу углерод колдонулат. Электролиттер органикалык карбонат эриткичтерде эриген натрий туздарынан—мисалы, NaClO₄ же NaPF₆—турат. Өндүрүш сызыгына түшүштөн мурун, бардык активдүү материалдардын электр химиялык өзгөчөлүктөрүн камсыз кылуу үчүн катуу тазалоо, кургатуу жана бөлүшчөлөрдүн өлчөмүн оптималдаш керек.

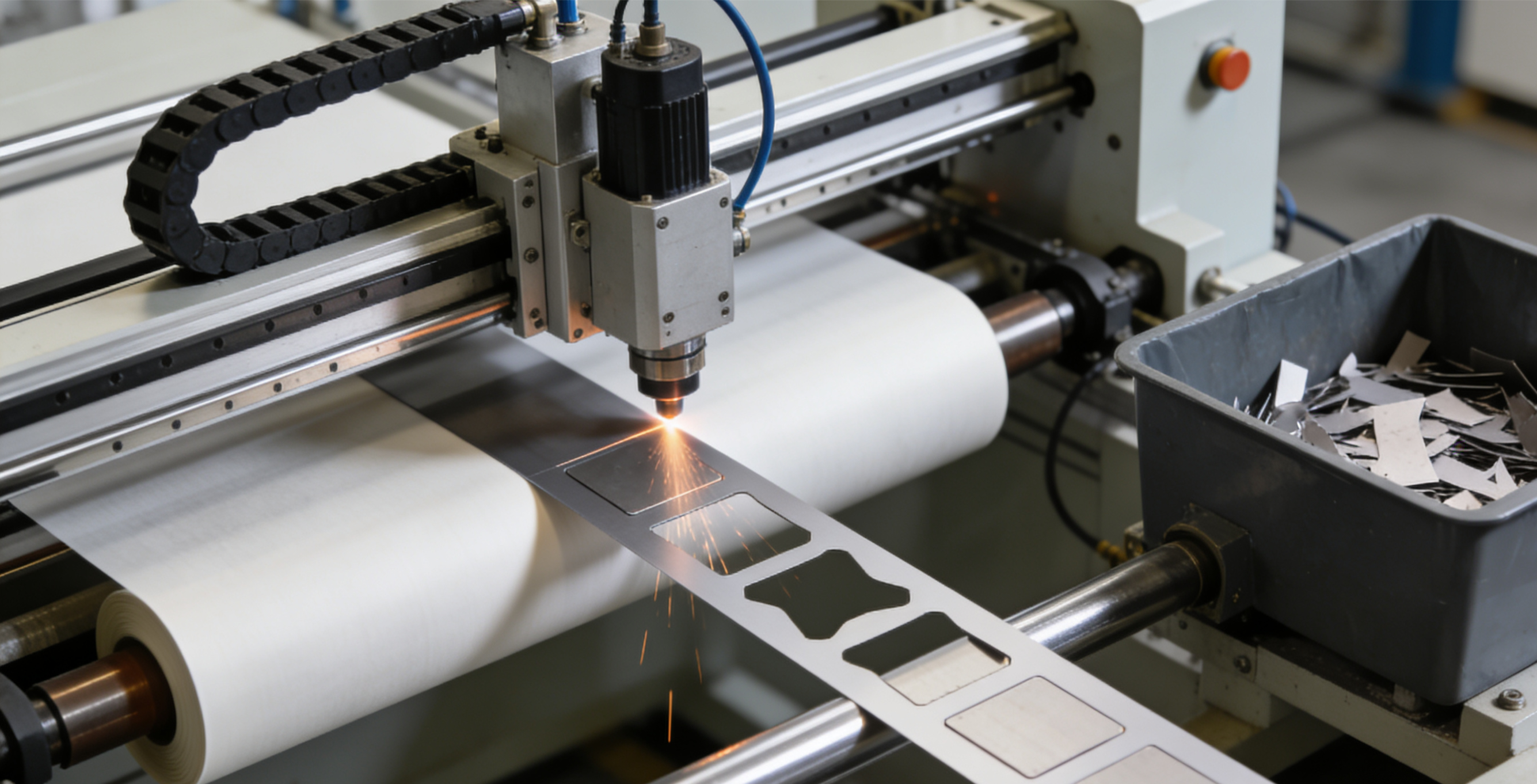
Баштапкы материалдар даяр болгондон кийин алар катод же анод үчүн строгий пропорциялык башкаруу менен биртектүү пульпа аралашмаларына кошулот. Катоддук пульпа активдүү материал, өткөргүч кошулмалар (мисалы, карбон кара) жана полимердик байланыштыргыч (жөнөкөйү - натрий карбоксиметил целлюлозасы же PVDF) ичинде, ар бир компоненттин бир учураңып таркатылышын камсыз кылуу үчүн жакшы аралаштырылат. Ушундой эле жол менен аноддук пульпа катуу углеродду байланыштыргычтар жана өткөргүч агенттер менен аралаштырып, кийинки иштетүү үчүн вязкостьту оптималдаштырат. Бул аралашмалар автоматташтырылган слот-диаметр же доктор-палка чапталоо системаларын колдонуп, алюминий (катод) же медь (анод) ток көчүрүүчүлөргө так чапталат. Бирдей калыңдык жана мыкты жабышуу маанилүү сапат көрсөткүчтөрү болуп саналат — булардын бири эмесе заряддоо-разряддоо цикли учурунда жергиликтүү жылуулук ооруктарына, ички каршылыктын көрсөткүчтөрүнө же сыйымдуулуктун теңсиздигине алып келет жана акырындан аккумулятордун иштешин жана узакка чыдамдуулугун начарлатат.

Токтуктагычтарга боялгандан кийин, иштетилген электроддор калдык эриткичтерди постепенно бууландыруу үчүн так түзүлгөн көп зоналуу пештер аркылуу өтөт, анда токтуктагычтарга поролуу, бирок механикалык татаал композит катмарлары калат. Бул кургатуу фазасында электроддун боялган бетинде чатлактар, жыйрылуу же бөлүнүү пайда болбосун үчүн ар бир пеш зонасында температураны, агымдын чаптыгын жана туруу убактысын так түзүлгөн кылып тутумдуу түрдө түзөтүү талап кылынат. Тез жана башкаруусуз кургатуу катмардын ичинде эриткич бууларын кармап калып, структуралык бүтүндүк жана электрохимиялык эффективдүүлүккө таасир этүүчү кемчиликтерди түзөт. Ал эми баскычтуу кургатуу процесси иондун ташынышы үчүн маанилүү поролуу структураны сактап, бардык жактан бирдей эриткичти алып таштоону камсыз кылат. Андан кийин толугу менен кургатылган электроддор календэрлөөгө дуушар — бул жогорку басымдын астында роллер менен тегиздетүү процесси, анда боялган катмар белгилүү аккумулятор химиясына ылайык оптималдуу тыгыздык жана поролуулукка жетишүү үчүн сыгылат. Бул этапта прецизиондук роллерлер электроддун бетине бирдей басымды колдонуп, активдүү материалдардын, өткөргүч кошулмалардын жана байланыштыргыч бөлүкчөлөрдүн тыгыздалышын жакшыртат. Дуурустук менен жүргүзүлгөн календэрлөө иондун диффузиялык жолун кыскартып, иондук өткөрүмдүүлүктү жогорулатып гана калбай, ошондой эле бөлүкчөлөрдүн бир-бири менен жана токтуктагыч менен тыгыз байланышын камсыз кылат. Бул жакшыртуулар натыйжада жогорку жылдамдыктын мүмкүнчүлүгүн, жогорку энергия тыгыздыгын жана узун циклдүүлүктү жогорулатат, ошондой эле календэрлөө натрий-иондук аккумуляторлордун жалпы эффективдүүлүгүн оптималдоодо маанилүү этап болуп саналат.

Үзгүлтүксүз электроддук вебдер андан соң максаттуу элемент өлчөмдөрүнө тиешелүү тар жолторго кесилет. Лазер же механикалык кесүү куралдары электроддорду так формаларга (мисалы, призматикалык элементтер үчүн тик бурчтуктар же цилиндрик форматтар үчүн узун жолтор) кыйрат. Четтердин сапаты тыгыз кадам жасалат, анткени какталар же теңсиздиктер элемент жыйналганда ички кыска туташууга алып келет.
Натрий-иондук элементтерди ылгактын таасиринен болуп чыга турган реакциялардан сактоо үчүн ылгалдуулугу төмөн (<1% RH) кургак бөлмөлөрдө жыйналышат. Бул процесс анод-сепаратор-катод катмарларын "элемент блогу"на оролушу же коюлушу менен башталат. Сепараторлор - ушул учурда электролит менен үйлөшүүчү каптамалуу микропоралуу полиолефин фильмдөр - электроддор ортосундагы электр байланышты баса турган, ион өткөргүч барьездер катары иштейт. Пачкалык элементтер үчүн блокко алюминий менен капталган пленка колдонулат; цилиндрик же призматикалык конструкциялар үчүн металл банкалар колдонулат.
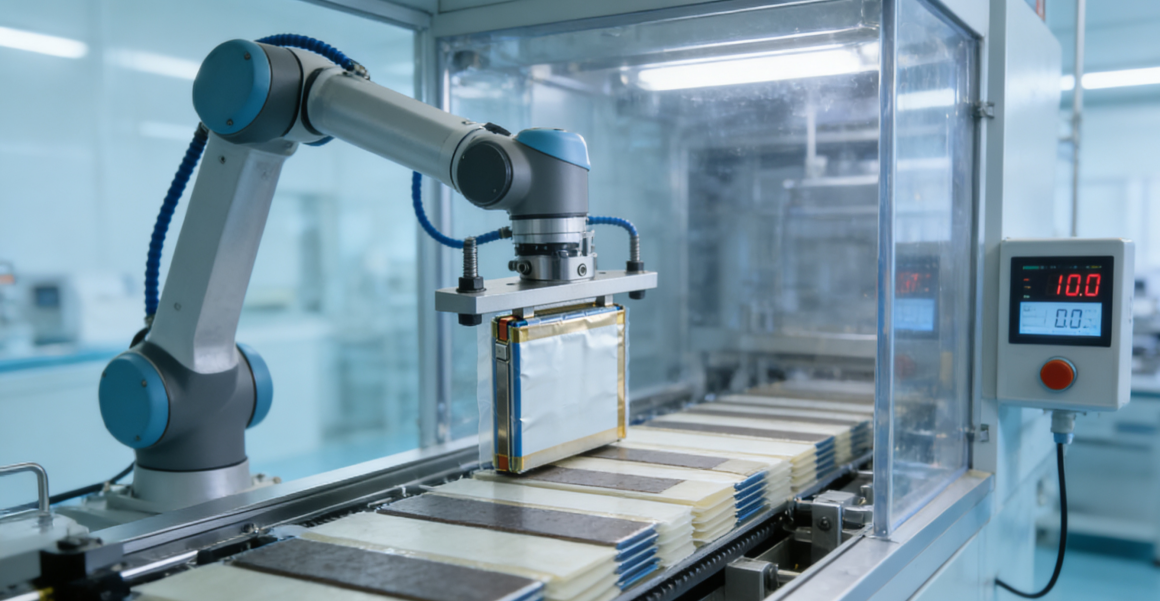
Башкаруу чөйрөсүндө элемент вакуум астында натрийге негизделген электролит менен толтурулат. Бул кадам тактыкты талап кылат: электролиттин жетишсиздиги иондордун жаман өтүшүнө алып келет, ал эми ашыгын колдонуу коопсуздукка жана шишип чыгууга зыян келтирет. Толтурулгандан кийин элемент толугу менен герметиктүү жабылат – металл корпус үчүн лазер менен кайыңкыланат же пачкалуу түрлөр үчүн жылуулук менен жабылат – анын иштөө мөөнөтү боюнча бутактын бүтүндүгүн сактоо үчүн.

Жаңыдан жыйналган ячейкалар «формалдаштыруу» процессине дузөмдүү башын айланта, бул электрохимиялык интерфейстерди ишке киргизип, аноддо туруктуу катуу электролиттик интерфаза (SEI) түзөт. Бул SEI катмары узак мөөнөттүк циклдоо жана коопсуздук үчүн маанилүү. Формалдаштыруудан кийин ячейкалар бир нече күн бою жогорку температурада «капталуу» фазасына кирет, анткени бул алгачкы ийкемдүүлүктөрдү аныктоого жана иштөө параметрлерин стабилдендирүүгө мүмкүндүк берет.

Ар бир ячейка сыйымдуулугу, импедансы, өзүнөн-өзү разряддоо деңгилиги жана коопсуздугу (мисалы, чыбыкты күйдүрүү, ашыкча заряддоо) боюнча катаал текшерилип, иштөө көрсөткүчтөрүнө ылайык бааланып, ирилетилет — жогорку кубаттуулары электромобилдер үчүн, жогорку энергиялуулары туруктуу сактоо үчүн жана башкалар.
Натрий-иондук батареяларды өндүрүү процесси материалдардын илим-теориясын, так инженердик иштерди жана сапатты катаал текшерүүнү камтый турган дайыма тандоодон башталып, акыркы текшерүүгө чейинки аралыкты камтыйт. Өндүрүш дүйнө жүзүндө көлөмүн кеңейткен сайын электроддордун конструкциясы, электролиттик формулалары жана автоматташтыруу боюнча техникалык жаңылыктар эффективдүүлүктү жогорулатат, чыгымдарды төмөндөтөт жана таза энергияга өтүүдө Na-иондук технологиянын ролун бекемдейт.


Жугуанга индустриялык аймагы, Тянчэнг району, Юэцин шаары, Вэньчжоу шаары, Чжэцзян провинциясы
© Чжэцзян Минту Электр Технолойия Ко., Лтд. Бардык укуктар көрсөтүлгөн Купуялык саясаты Блог








 Ысык жаңылыктар
Ысык жаңылыктар