×
×
Com a demanda mundial por soluções sustentáveis e economicamente competitivas de armazenamento de energia a crescer a um ritmo sem precedentes, as baterias de íon sódio (Na-íon) surgiram como uma alternativa de grande impacto às plataformas tradicionais de íon lítio. Com materiais brutos facilmente disponíveis, melhores credenciais de segurança e desempenho promissor, a tecnologia de baterias Na-íon está ganhando tração rápida nos setores de mobilidade elétrica, armazenamento de energia em escala de rede e eletrônicos de consumo. Porém, por trás dessa proposta inovadora, surge uma pergunta fundamental: qual é exatamente o fluxo de fabricação e a composição de materiais dessas células de última geração? Neste artigo, analisamos detalhadamente o fluxo de produção abrangente das baterias de íon sódio — destacando cada etapa crítica que transforma matérias-primas em unidades de armazenamento de energia de alto desempenho e viabilidade comercial.
A base de qualquer bateria está na sua química, e as baterias de íon sódio dependem principalmente de elementos abundantes na Terra, como sódio, ferro, manganês e carbono. Diferentemente do lítio, que é geograficamente concentrado e sujeito à volatilidade da cadeia de suprimentos, o sódio está amplamente disponível na água do mar e em depósitos minerais em todo o mundo. O cátodo normalmente utiliza óxidos de metais de transição em camadas (por exemplo, NaNi₁/₃Mn₁/₃Co₁/₃O₂), análogos do azul da Prússia ou compostos polianiónicos, enquanto o ânodo comumente emprega carbono duro derivado de biomassa ou alcatrão de petróleo. Os eletrólitos consistem em sais de sódio—como NaClO₄ ou NaPF₆—dissolvidos em solventes orgânicos de carbonato. Antes de entrarem na linha de produção, todos os materiais ativos passam por rigorosos processos de purificação, secagem e otimização do tamanho das partículas para garantir um comportamento eletroquímico consistente.

Uma vez que as matérias-primas são preparadas, elas são misturadas em barbotinas homogêneas adaptadas para o cátodo ou ânodo, com controle rigoroso das proporções. A barbotina do cátodo combina material ativo, aditivos condutores (como negro de carbono) e um aglutinante polimérico (comumente carboximetilcelulose sódica ou PVDF) em um solvente compatível, com agitação completa para garantir a dispersão uniforme de cada componente. Da mesma forma, a barbotina do ânodo mistura carbono duro com aglutinantes e agentes condutores, otimizando a viscosidade para os processos subsequentes. Essas misturas são então revestidas com precisão sobre coletores de corrente de alumínio (cátodo) ou cobre (ânodo), utilizando sistemas automatizados de revestimento por bico de extrusão ou de lâmina. Espessura uniforme e forte aderência são métricas críticas de qualidade — qualquer inconsistência pode levar a pontos quentes localizados, picos de resistência interna ou desequilíbrios de capacidade durante os ciclos de carga-descarga, comprometendo, em última instância, o desempenho e a vida útil da bateria.

Após o revestimento, os eletrodos úmidos passam por fornos de múltiplas zonas com controle preciso para evaporar gradualmente os solventes residuais, deixando camadas compostas porosas, porém mecanicamente robustas, sobre os coletores de corrente. Esta fase de secagem exige regulação meticulosa da temperatura, fluxo de ar e tempo de permanência em cada zona do forno, a fim de evitar a formação de rachaduras, retração ou deslaminação do revestimento do eletrodo. Uma secagem rápida e descontrolada pode aprisionar vapores de solvente dentro da camada, criando defeitos que comprometem a integridade estrutural e o desempenho eletroquímico. Por outro lado, um processo de secagem em estágios garante a remoção uniforme do solvente, preservando a estrutura porosa projetada, essencial para o transporte iônico. Posteriormente, os eletrodos totalmente secos passam pelo calandramento — um processo de laminação sob alta pressão que comprime o revestimento para atingir densidade e porosidade ideais, ajustadas à química específica da bateria. Este passo utiliza rolos de precisão para aplicar pressão constante sobre toda a superfície do eletrodo, melhorando o empacotamento do material ativo, dos aditivos condutores e das partículas do aglutinante. Um calandramento adequado não apenas aumenta a condutividade iônica ao encurtar os caminhos de difusão iônica, mas também assegura um contato íntimo entre partículas individuais e o coletor de corrente. Essas melhorias se traduzem diretamente em maior capacidade de taxa, maior densidade de energia e vida útil prolongada, tornando o calandramento uma etapa fundamental para otimizar o desempenho geral das baterias de íon sódio.

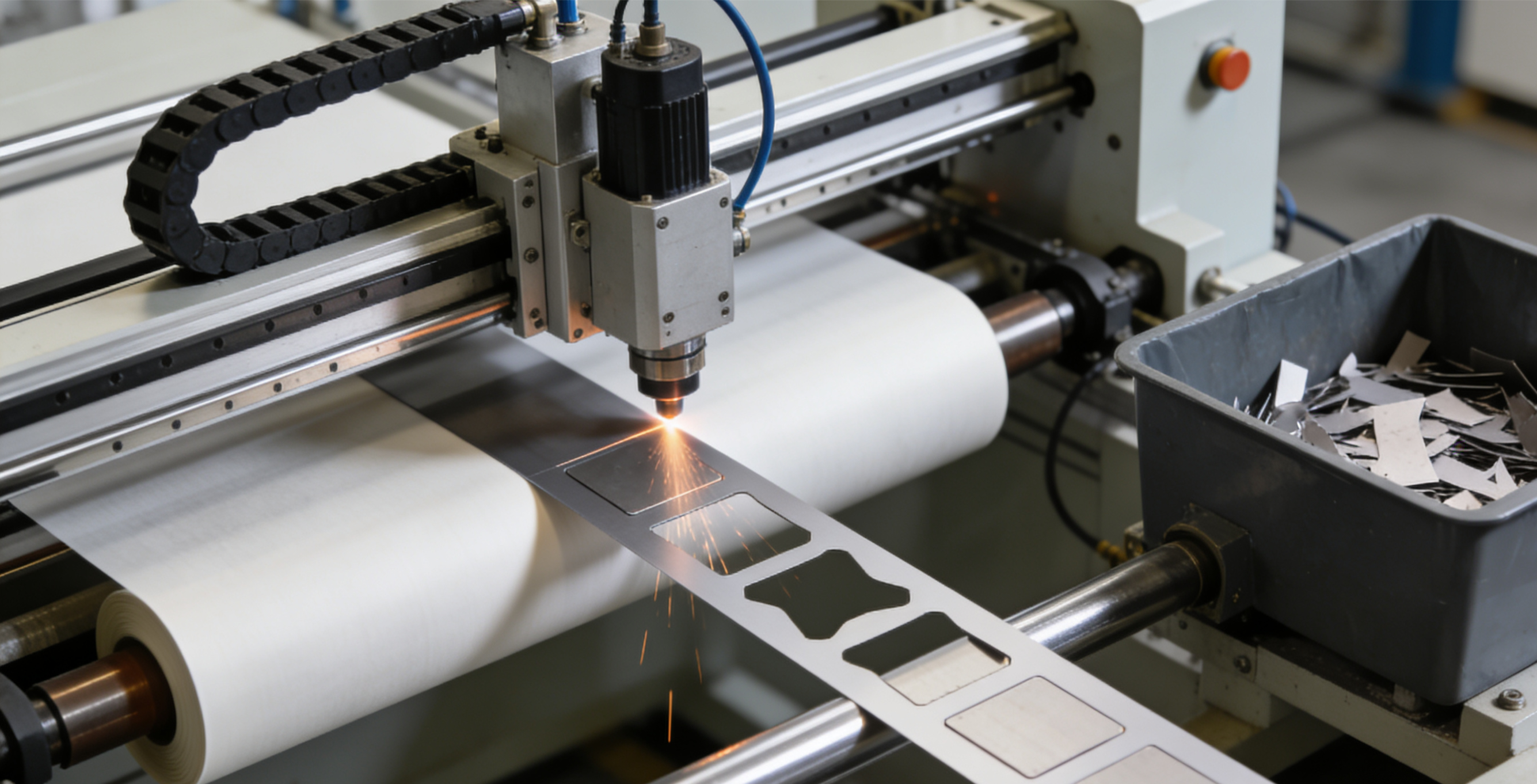
As tiras contínuas de eletrodos são então cortadas longitudinalmente em faixas mais estreitas, compatíveis com as dimensões-alvo da célula. Ferramentas de corte a laser ou mecânicas recortam os eletrodos em formas precisas (por exemplo, retangulares para células prismáticas ou tiras longas para formatos cilíndricos). A qualidade das bordas é monitorada de perto, pois rebarbas ou irregularidades podem causar curtos-circuitos internos durante a montagem da célula.
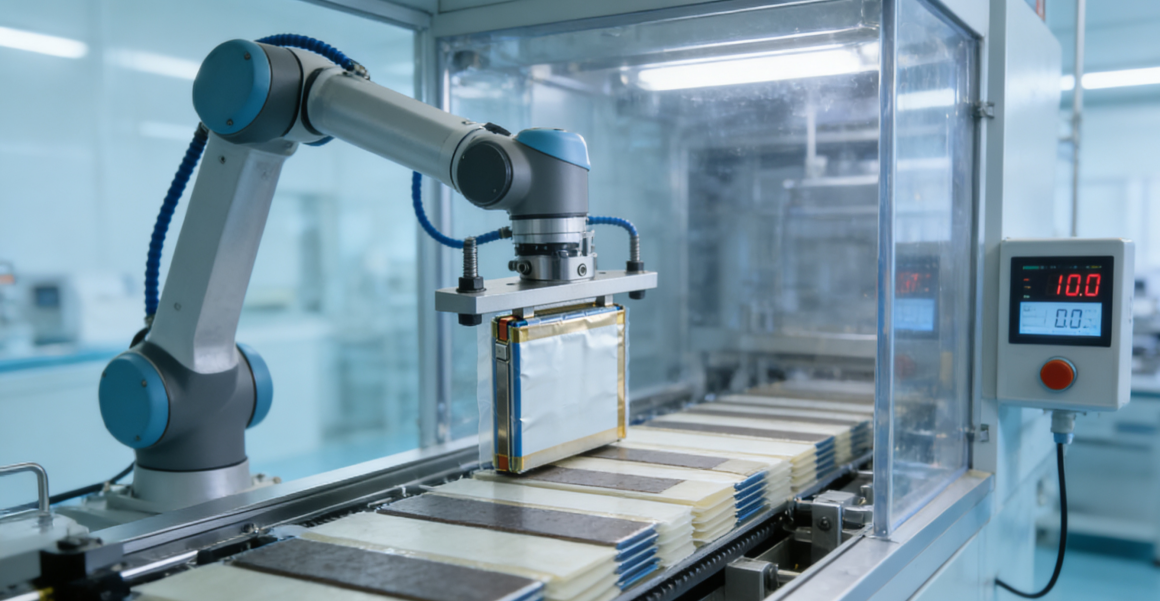
As células de íon sódio são montadas em salas secas com baixa umidade (<1% UR) para evitar reações laterais induzidas pela umidade. O processo começa com o empilhamento ou enrolamento das camadas ânodo-separador-cátodo em uma "pilha de célula". Os separadores—geralmente filmes microporosos de poliolefina impregnados com revestimentos compatíveis com eletrólito—atua como barreiras condutoras de íons que impedem o contato elétrico entre os eletrodos. Para células tipo pouch, a pilha é inserida em uma embalagem de filme laminado de alumínio; para designs cilíndricos ou prismáticos, é alojada em latas metálicas.
Em um ambiente controlado, a célula é preenchida sob vácuo com eletrólito à base de sódio. Este passo exige precisão: eletrólito insuficiente leva a um transporte iônico deficiente, enquanto o excesso pode comprometer a segurança e a resistência ao inchamento. Uma vez preenchida, a célula é selada hermeticamente—por solda a laser em invólucros metálicos ou por selagem térmica em variantes tipo pouch—para manter a integridade ao longo de sua vida útil.

Células recém-montadas passam por um processo de "formação", um ciclo lento inicial de carga-descarga que ativa as interfaces eletroquímicas e forma uma interface estável sólida entre o eletrólito e o ânodo (SEI). Esta camada SEI é crucial para a ciclagem de longo prazo e segurança. Após a formação, as células entram numa fase de envelhecimento (normalmente vários dias em temperaturas elevadas) para identificar falhas precoces e estabilizar os parâmetros de desempenho.

Cada célula é rigorosamente testada quanto à capacidade, impedância, taxa de autodescarga e conformidade com normas de segurança (por exemplo, penetração por prego, sobrecarga). Com base nas métricas de desempenho, as células são classificadas e separadas para aplicações específicas — variantes de alta potência para veículos elétricos (EV), tipos de alta energia para armazenamento estacionário, etc.
Da seleção da matéria-prima à validação final, o processo de fabricação de baterias de íon sódio combina ciência dos materiais, engenharia de precisão e controle rigoroso de qualidade. À medida que a produção escala globalmente, inovações contínuas no design de eletrodos, formulação de eletrólitos e automação aumentarão ainda mais a eficiência, reduzirão custos e consolidarão o papel da tecnologia Na-ion na transição energética limpa.

 Notícias Quentes
Notícias Quentes
Zona Industrial Juguang, Subdistrito Tiancheng, Cidade de Yueqing, Cidade de Wenzhou, Província de Zhejiang.
Direitos autorais © Zhejiang Mingtu Electrical Technology Co., Ltd. Todos os direitos reservados Política de Privacidade Blog