×
×
Докато световното търсене на устойчиви и рентабилни решения за съхранение на енергия нараства с безпрецедентна скорост, натриево-йонните (Na-ion) батерии се превръщат в значима алтернатива на традиционните литиево-йонни платформи. С неизчерпаеми суровини, подобрена безопасност и високи показатели за производителност, технологията на натриево-йонните батерии набира все по-голямо признание в секторите на електрическа мобилност, съхранение на енергия в мащаб на мрежа и потребителска електроника. Но зад тяхното иновативно предложение стои един ключов въпрос: какво точно представлява производственият процес и съставът на материали на тези напреднали клетки? В тази статия разглеждаме подробно производствения процес на натриево-йонните батерии, като наблягаме на всеки критичен етап, който превръща суровините в високоефективни, търговски жизнеспособни единици за съхранение на енергия.
Основата на всеки акумулатор е неговата химия, а натриево-йонните батерии разчитат предимно на обилни в земната кора елементи като натрий, желязо, манган и въглерод. За разлика от лития, който е географски концентриран и подложен на колебания в доставките, натрият е леснодостъпен в морската вода и минерални залежи по целия свят. Катодът обикновено използва слоести преходни метални оксиди (например NaNi₁/₃Mn₁/₃Co₁/₃O₂), аналогы на пруската синьо или полианионни съединения, докато анодът често използва твърд въглерод, получен от биомаса или петролен пек. Електролитите се състоят от натриеви соли — като NaClO₄ или NaPF₆ — разтворени в органични карбонатни разтворители. Преди да влязат в производствената линия, всички активни материали преминават през строги процеси на пречистване, изсушаване и оптимизация на размера на частиците, за да се осигури последователно електрохимично поведение.

След като суровините бъдат подготвени, те се смесват в хомогенни суспензии, адаптирани за катода или анода, с точно контролирани съотношения. Катодната суспензия комбинира активния материал, проводими добавки (като въглероден черен пигмент) и полимерен свързващ агент (често натриев карбоксиметилцелулоза или PVDF) в подходящ разтворител, като се разбърква внимателно, за да се осигури равномерно разпределение на всеки компонент. По същия начин анодната суспензия смесва твърд въглерод със свързващи вещества и проводими агенти, оптимизирайки вискозитета за последваща обработка. След това тези смеси се нанасят прецизно върху алуминиеви (катод) или медни (анод) токопроводи чрез автоматизирани системи за нанасяне с процеп или ракло. Равномерната дебелина и силната адхезия са критични показатели за качеството — всяко несъответствие може да доведе до локални горещи точки, скокове във вътрешното съпротивление или дисбаланс в капацитета по време на цикли на зареждане-разреждане, което в крайна сметка компрометира производителността и живота на батерията.

След нанасяне на покритието влажните електроди преминават през точно контролирани многозонни фурни, за да се изпарят постепенно остатъчните разтворители и да останат порести, но механично устойчиви композитни слоеве върху токопроводящите основи. Тази сушка изисква прецизна регулация на температурата, въздушния поток и времето на престой във всяка зона на фурната, за да се предотврати образуването на пукнатини, свиване или отлепяне на електродното покритие. Бързото и неконтролирано изсушаване може да задържи парите на разтворителите вътре в слоя, което води до дефекти, подкопаващи структурната цялост и електрохимичната производителност. Напротив, стадийният процес на сушка осигурява равномерно отстраняване на разтворителите и запазва проектираната пореста структура, която е критична за транспорта на йони. След това напълно изсушени електроди подлагат на каландриране — процес на валцоване под високо налягане, при който покритието се компресира, за да се постигне оптимална плътност и порестост, адаптирани към конкретната батерийна химия. Този етап използва прецизни валцове, за да се приложи постоянен натиск по цялата повърхност на електрода, като се подобрява уплътняването на активните материали, проводящите добавки и свързващите частици. Правилното каландриране не само повишава йонната проводимост чрез намаляване на пътищата за дифузия на йоните, но и гарантира плътен контакт между отделните частици и токопроводящата основа. Тези подобрения директно се отразяват върху по-добра скоростна способност, по-висока енергийна плътност и по-дълъг цикъл на живот, което прави каландрирането ключов етап при оптимизирането на общата производителност на натриево-йонните батерии.

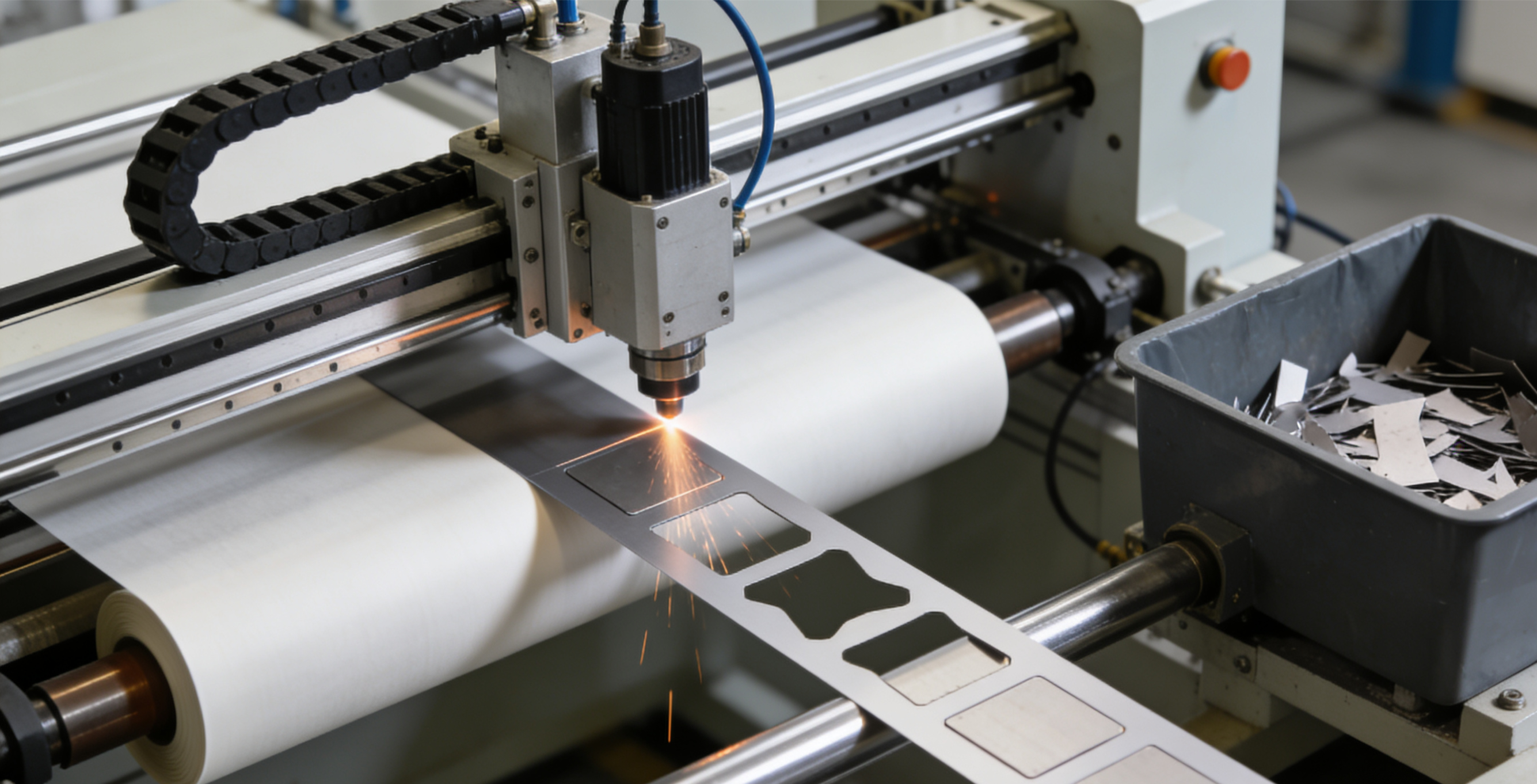
Непрекъснатите електродни ленти след това се разделят на по-тесни ивици, съответстващи на целевите размери на клетката. Лазерни или механични режещи инструменти оформят електродите в точни форми (например правоъгълници за призматични клетки или дълги ивици за цилиндрични формати). Контролира се качеството на ръбовете, тъй като излишъците или неравномерностите могат да причинят вътрешни къси съединения по време на сглобяването на клетката.
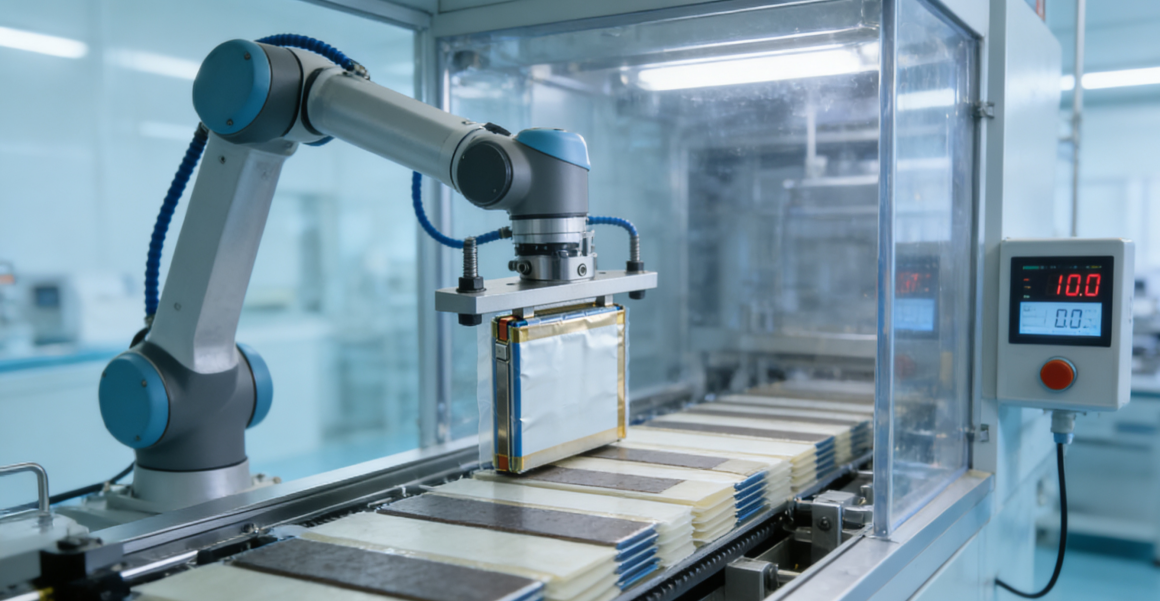
Ядрата с натриеви йони се сглобяват в сухи помещения с ниска влажност (<1% RH), за да се предотвратят странични реакции, индуцирани от влагата. Процесът започва с наслагване или навиване на слоевете анод-сепаратор-катод в „ядро на клетка“. Сепараторите – обикновено микропорести полиолефинови филми, напоени с покрития, съвместими с електролита – действат като бариери за йонен пренос, които предотвратяват електрически контакт между електродите. При торбичковите клетки наслагването се поставя в касета от алуминиев ламиниран филм; при цилиндрични или призматични конструкции то се поставя в метални калъфи.
В контролирана среда клетката се пълни под вакуум с натриев електролит. Този етап изисква прецизност: недостатъчно количество електролит води до лош йонен транспорт, докато излишък може да компрометира безопасността и устойчивостта към разширяване. След пълненето клетката се запечатва херметично – чрез лазерно заваряване за метални калъфи или термо запечатване за торбичкови варианти – за да се осигури цялостност през целия ѝ експлоатационен живот.

Новосглобените клетки преминават през „формиране“ – бавен първоначален цикъл на зареждане и разреждане, който активира електрохимичните интерфейси и формира стабилен твърд електролитен интерфаз (SEI) върху анода. Този слой SEI е от съществено значение за дългосрочната цикличност и безопасност. След формирането клетките навлизат във фаза на стареене (обикновено няколко дни при повишени температури), за да се идентифицират ранни повреди и да се стабилизират параметрите на производителността.

Всяка клетка се тества задълбочено за капацитет, импеданс, скорост на саморазреждане и съответствие с изискванията за безопасност (напр. пробиване с гвоздей, прекомерно зареждане). Въз основа на показателите за производителност клетките се класифицират и сортират за конкретни приложения – високомощностни варианти за ЕП, високоенергийни типове за стационарно съхранение и др.
От избора на суровини до окончателната валидация производственият процес на натриево-йонните батерии обединява материалознание, прецизна инженерия и строг контрол на качеството. Докато производството се разширява глобално, продължаващите иновации в конструкцията на електродите, състава на електролита и автоматизацията ще подобрят още повече ефективността, ще намалят разходите и ще затвърдят ролята на технологията за натриево-йонни батерии в прехода към чистата енергия.

 Горчиви новини
Горчиви новини
Индустриална зона Джугуан, квартал Тяньчън, град Юйцин, град Учжоу, провинция Дзянсу
Copyright © Zhejiang Mingtu Electrical Technology Co., Ltd. Всички права запазени Политика за поверителност Блог