 ×
×
Vzhledem k nevídanému nárůstu celosvětové poptávky po udržitelných a cenově konkurenceschopných řešeních pro ukládání energie se baterie sodíku-iontů (Na-ion) stávají významnou alternativou ke klasickým lithiovým bateriím. Díky snadno dostupným surovinám, zvýšené bezpečnosti a slibným výkonnostním parametrům získává technologie baterií Na-ion rychle na obrátkách v odvětvích elektrické mobility, energetických úložišť velkého rozsahu i spotřební elektroniky. Pod jejich inovativní nabídkou hodnot se však skrývá klíčová otázka: jak přesně vypadá výrobní proces a složení materiálů těchto pokročilých článků? V tomto článku se podrobně zabýváme kompletním výrobním procesem baterií sodíku-iontů a upozorňujeme na každé důležité stadium, které transformuje suroviny na vysokým výkonem vybavené, komerčně životaschopné jednotky pro ukládání energie.
Základem každé baterie je její chemie a sodíkové iontové baterie primárně využívají prvků hojně se vyskytujících v zemské kůře, jako jsou sodík, železo, mangan a uhlík. Na rozdíl od lithia, které je geograficky koncentrované a podléhá kolísání dodavatelských řetězců, je sodík snadno dostupný ve slané vodě i v minerálních ložiscích po celém světě. Katoda obvykle využívá vrstvené přechodné kovy oxidy (např. NaNi₁/₃Mn₁/₃Co₁/₃O₂), analogy berlínské modři nebo polyaniontové sloučeniny, zatímco anoda běžně používá tvrdý uhlík získaný z biomasy nebo ropného dehtu. Elektrolyty se skládají z sodných solí – např. NaClO₄ nebo NaPF₆ – rozpouštěných v organických uhličitanových rozpouštědlech. Před vstupem na výrobní linku procházejí všechny aktivní materiály důkladnou úpravou, která zahrnuje čištění, sušení a optimalizaci velikosti částic, aby bylo zajištěno konzistentní elektrochemické chování.

Jakmile jsou suroviny připraveny, smíchají se do homogenních suspenzí upravených buď pro katodu nebo anodu s přesnou kontrolou poměrů. Katodová suspenze kombinuje aktivní materiál, vodivé přísady (například saze) a polymerní pojivo (běžně sodná sůl karboxymethylcelulózy nebo PVDF) ve vhodném rozpouštědle, přičemž se důkladně míchá za účelem zajištění rovnoměrného rozptýlení jednotlivých složek. Podobně se anodová suspenze připravuje smícháním tvrdého uhlíku s pojivy a vodivými přísadami za účelem optimalizace viskozity pro následné zpracování. Tyto směsi jsou následně přesně nanášeny na hliníkové (katoda) nebo měděné (anoda) proudovody pomocí automatických systémů štěrbinového nebo nožového nanášení. Rovnoměrná tloušťka a pevné přilnutí jsou klíčovými ukazateli kvality – jakékoli nejednotnosti mohou vést k lokálním horkým bodům, náhlému vzrůstu vnitřního odporu nebo nerovnováze kapacity během nabíjecích a vybíjecích cyklů, čímž se nakonec zhorší výkon a životnost baterie.

Po nanesení procházejí mokré elektrody přesně řízenými vícezónovými troubami, kde se postupně odpařují zbytkové rozpouštědla a vznikají pórovité, ale mechanicky pevné kompozitní vrstvy na proudových sběračích. Tato fáze sušení vyžaduje důkladnou regulaci teploty, toku vzduchu a doby setrvání ve každé zóně trouby, aby se zabránilo vzniku trhlin, smrštění nebo odloupávání povlaku elektrod. Rychlé, neřízené sušení může uvěznit vodní páry uvnitř vrstvy, čímž vzniknou vady, které poškozují strukturní integritu a elektrochemický výkon. Naopak postupné sušení zajišťuje rovnoměrné odstraňování rozpouštědel a zachovává tak navrženou pórovitou strukturu, která je klíčová pro transport iontů. Následně jsou úplně usušené elektrody podrobeny kalendrování – procesu válcování za vysokého tlaku, který stlačí povlak ke dosažení optimální hustoty a pórovitosti upravené konkrétním bateriovým chemiím. Tento krok využívá přesné válce, které aplikují rovnoměrný tlak po celém povrchu elektrody, čímž zlepšují uspořádání aktivní hmoty, vodivých přísad a pojivových částic. Správné kalendrování nejen zvyšuje iontovou vodivost zkrácením difuzních drah iontů, ale také zajišťuje těsný kontakt mezi jednotlivými částicemi a proudovým sběračem. Tyto vylepšení se přímo promítají do lepší rychlostní schopnosti, vyšší energetické hustoty a delší životnosti, čímž se kalendrování stává klíčovým krokem pro optimalizaci celkového výkonu sodíkových iontových baterií.

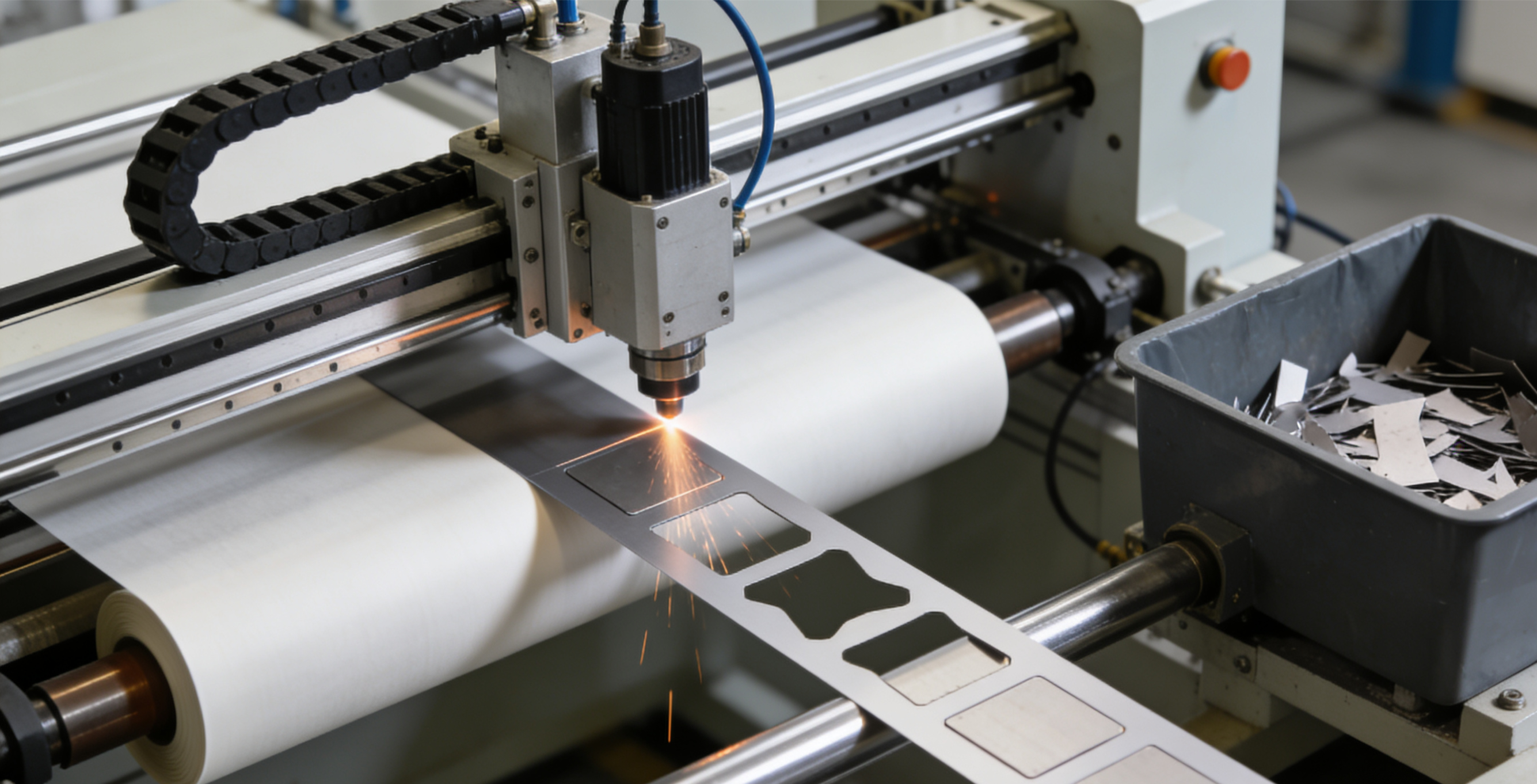
Spojité pásky elektrod jsou poté rozřezány na užší pruhy odpovídající požadovaným rozměrům článků. Elektrody jsou laserovými nebo mechanickými nástroji upraveny do přesných tvarů (např. obdélníky pro hranolové články nebo dlouhé pruhy pro válcové formáty). Kvalita okrajů je pečlivě sledována, protože otřepy nebo nerovnosti mohou způsobit vnitřní zkraty během montáže článků.
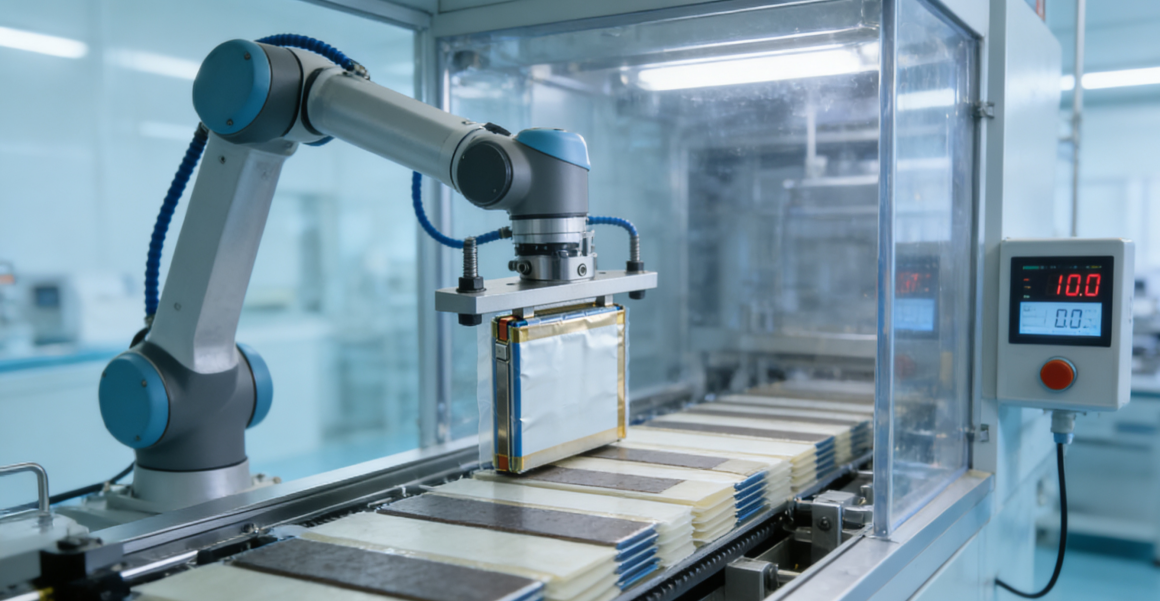
Sodíkové články jsou sestavovány v suchých místnostech s nízkou vlhkostí (<1 % RH), aby se předešlo postranním reakcím způsobeným vlhkostí. Proces začíná uspořádáním nebo navíjením vrstev anoda–separátor–katoda do tzv. „bloku článku“. Separátory – obvykle mikroporézní polyolefinové fólie impregnované povlaky kompatibilními s elektrolytem – působí jako iontově vodivé bariéry, které zabraňují elektrickému kontaktu mezi elektrodami. U pouzdrových článků je blok vložen do fóliového pouzdra s hliníkovou vrstvou; u válcových nebo hranolových konstrukcí je umístěn do kovových nádob.
V kontrolovaném prostředí je článek pod vakuem naplněn sodíkovým elektrolytem. Tento krok vyžaduje přesnost: nedostatek elektrolytu vede ke špatnému transportu iontů, zatímco jeho nadbytek může ohrozit bezpečnost a odolnost proti bobtnání. Po naplnění je článek hermeticky uzavřen – u kovových pouzder pomocí laserového svařování nebo tepelného tavení u pouzdrových variant – aby byla zachována jeho integrity po celou dobu provozu.

Nedávno sestavené články procházejí procesem „formování“, což je pomalý první cyklus nabití a vybití, který aktivuje elektrochemické rozhraní a vytváří stabilní vrstvu tuhý-elektrolytového interphase (SEI) na anodě. Tato vrstva SEI je rozhodující pro dlouhodobou cyklovací životnost a bezpečnost. Po formování články vstupují do fáze stárnutí (obvykle několik dní při zvýšené teplotě), během níž se identifikují předčasné poruchy a stabilizují se provozní parametry.

Každý článek je důkladně testován na kapacitu, impedanci, rychlost samovybíjení a soulad s bezpečnostními normami (např. průraz hřebíkem, přebití). Na základě výkonových parametrů jsou články tříděny a řazeny pro konkrétní aplikace – například varianty pro vysoký výkon pro EV, typy s vysokou energetickou hustotou pro stacionární úložiště atd.
Od výběru surovin až po finální ověření proces výroby baterií na bázi sodíku spojuje vědu o materiálech, přesné inženýrství a přísnou kontrolu kvality. S rozšiřováním výroby na celosvětové úrovni budou další inovace v návrhu elektrod, formulaci elektrolytu a automatizaci dále zvyšovat efektivitu, snižovat náklady a upevňovat roli technologie Na-ion v přechodu k čisté energii.

Průmyslová zóna Juguang, městská část Tiancheng, město Yueqing, město Wenzhou, provincie Che-ťiang
Všechna práva vyhrazena © Zhejiang Mingtu Electrical Technology Co., Ltd Zásady ochrany soukromí Blog








 Aktuální novinky
Aktuální novinky