 ×
×
W miarę jak globalne zapotrzebowanie na zrównoważone i konkurencyjne cenowo rozwiązania do magazynowania energii rośnie w niebezprecedensowym tempie, ogniwa sodowe (Na-ion) stają się istotną alternatywą dla tradycyjnych platform litowych. Dzięki łatwo dostępnym surowcom, lepszym parametrom bezpieczeństwa oraz obiecującym osiągom wydajności, technologia baterii Na-ion zdobywa szybko uznanie w sektorach takich jak mobilność elektryczna, magazynowanie energii na skalę sieciową oraz elektronika użytkowa. Jednak pod ich innowacyjną ofertą kryje się kluczowe pytanie: jaki dokładnie proces produkcyjny oraz skład materiałowy mają te nowoczesne ogniwa? W tym artykule zagłębiamy się w kompleksowy proces produkcji baterii sodowych — przedstawiając każdy istotny etap przekształcania surowców w wysokowydajne, komercyjnie opłacalne jednostki magazynowania energii.
Podstawą każdego akumulatora jest jego chemia, a akumulatory sodowo-jonowe opierają się głównie na powszechnie występujących w skorupie ziemskiej pierwiastkach, takich jak sód, żelazo, mangan i węgiel. W przeciwieństwie do litu, który jest geograficznie skoncentrowany i podatny na wahania w dostawach, sód jest łatwo dostępny w wodzie morskiej oraz złóż mineralnych na całym świecie. Katoda wykorzystuje zazwyczaj warstwowe tlenki metali przejściowych (np. NaNi₁/₃Mn₁/₃Co₁/₃O₂), analogi niebieskiego bavarskiego lub związki polianionowe, natomiast anoda najczęściej używa węgla twardego pochodzącego z biomasy lub smoły naftowej. Elektrolity składają się z soli sodowych—takich jak NaClO₄ lub NaPF₆—rozpuszczonych w organicznych rozpuszczalnikach węglanowych. Przed wejściem na linię produkcyjną wszystkie materiały czynne są poddawane rygorystycznemu oczyszczaniu, suszeniu oraz optymalizacji wielkości cząstek, aby zapewnić spójne zachowanie elektrochemiczne.

Po przygotowaniu surowców pierwotnych mieszane są one w jednorodne masy pastowe dostosowane odpowiednio do katody lub anody, z dokładną kontrolą proporcji. Masa katodowa łączy materiał aktywny, dodatki przewodzące (takie jak sadza) oraz polimerowy spoiwo (zazwyczaj karboksymetylocelulozę sodową lub PVDF) w odpowiednim rozpuszczalniku, przy dokładnym mieszaniu zapewniającym jednolite rozproszenie poszczególnych składników. Podobnie masa anodowa zawiera węgiel twardy połączony ze spoiwami i czynnikami przewodzącymi, zoptymalizowaną pod względem lepkości dla kolejnych etapów procesu. Następnie mieszaniny są precyzyjnie nanoszone na nośniki prądu z aluminium (dla katody) lub miedzi (dla anody) za pomocą automatycznych systemów natryskiwania szczelinowego lub noży do warstwowania. Jednolita grubość warstwy oraz silne przyleganie są kluczowymi parametrami jakości — wszelkie niejednorodności mogą prowadzić do lokalnych obszarów przegrzewania, wzrostu oporu wewnętrznego lub nierównowagi pojemności podczas cykli ładowania i rozładowania, co ostatecznie wpływa negatywnie na wydajność i trwałość baterii.

Po naniesieniu powłoki wilgotne elektrody przechodzą przez precyzyjnie kontrolowane piece wielostrefowe, w których stopniowo odparowują pozostałe rozpuszczalniki, pozostawiając na kolektorach prądu porowate, ale jednocześnie mechanicznie wytrzymałe warstwy kompozytowe. Etap suszenia wymaga skrupulatnej regulacji temperatury, przepływu powietrza oraz czasu przebywania w każdej strefie pieca, aby zapobiec powstawaniu pęknięć, kurczenia się lub odwarstwiania powłoki elektrodowej. Szybkie, niestabilne suszenie może spowodować uwięzienie par rozpuszczalnika wewnątrz warstwy, co prowadzi do powstania wad pogarszających integralność strukturalną i wydajność elektrochemiczną. Z kolei stopniowy proces suszenia zapewnia jednorodne usuwanie rozpuszczalnika, zachowując zaprojektowaną strukturę porowatą, kluczową dla transportu jonów. Następnie całkowicie wysuszone elektrody poddawane są kalandrowaniu – procesowi walcowania pod wysokim ciśnieniem, który uciska powłokę w celu osiągnięcia optymalnej gęstości i porowatości dostosowanej do konkretnej chemii ogniwa. W tym etapie stosuje się precyzyjne wałki, które wywierają stałe ciśnienie na całej powierzchni elektrody, poprawiając upakowanie materiału aktywnego, dodatków przewodzących oraz wiązadeł. Poprawne kalandrowanie nie tylko zwiększa przewodność jonową, skracając ścieżki dyfuzji jonów, ale także zapewnia ścisły kontakt między poszczególnymi cząstkami a kolektorem prądu. Te ulepszenia przekładają się bezpośrednio na lepszą zdolność pracy przy wysokich prądach, wyższą gęstość energii oraz dłuższą żywotność cyklową, czyniąc kalandrowanie kluczowym etapem optymalizacji ogólnej wydajności akumulatorów sodowo-jonowych.

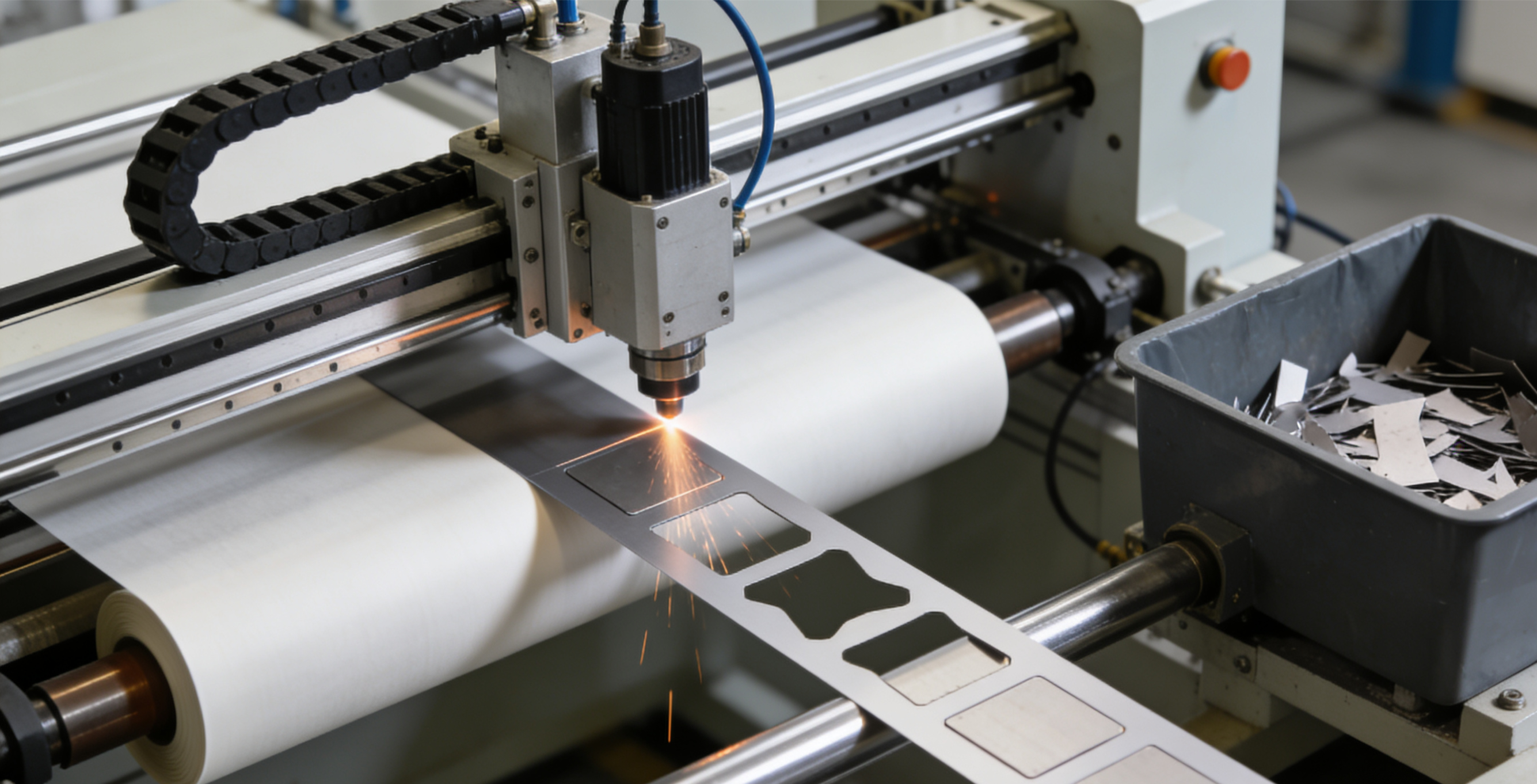
Wstęgi ciągłych elektrod są następnie przecinane na węższe pasy odpowiadające wymiarom docelowej komórki. Narzędzia tnące laserowe lub mechaniczne przycinają elektrody do precyzyjnych kształtów (np. prostokąty dla ogniw pryzmatycznych lub długie paski dla formatów cylindrycznych). Jakość krawędzi jest dokładnie monitorowana, ponieważ zadziory lub nieregularności mogą spowodować zwarcia wewnętrzne podczas montażu ogniw.
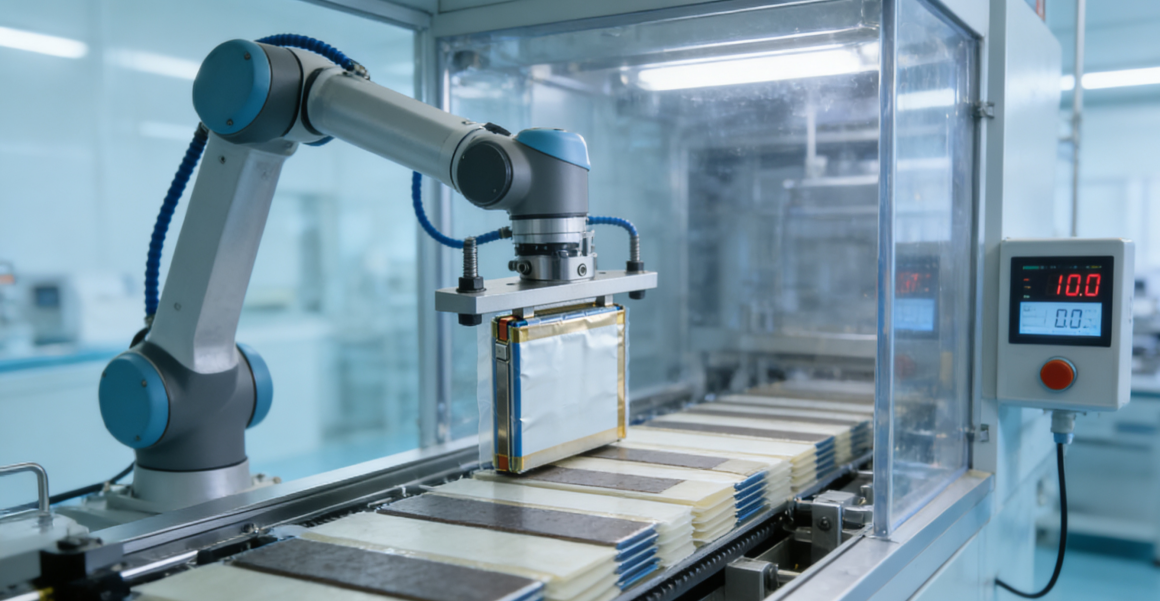
Ogniwa sodowo-jonowe są montowane w suchych pomieszczeniach o niskiej wilgotności (<1% RH), aby zapobiec ubocznym reakcjom wywołanym przez wilgoć. Proces zaczyna się od układania lub zwijania warstw anoda-separator-katoda w tzw. „paczkę ogniwa”. Separatory — zazwyczaj mikroporowate folie poliolefinowe impregnowane powłokami kompatybilnymi z elektrolitem — działają jako bariery przewodzące jony, zapobiegające kontaktowi elektrycznemu między elektrodami. W przypadku ogniw typu pouch, paczka jest umieszczana w obudowie z folii aluminiowej; w przypadku konstrukcji cylindrycznych lub pryzmatycznych umieszcza się je w metalowych puszkach.
W kontrolowanym środowisku ogniwo jest napełniane pod próżnią elektrolitem na bazie sodu. Ten etap wymaga precyzji: niedostateczna ilość elektrolitu prowadzi do słabego transportu jonów, natomiast nadmiar może zagrozić bezpieczeństwu i odporności na spuchanie. Po napełnieniu ogniwo jest trwale uszczelniane — za pomocą spawania laserowego w przypadku metalowych obudów lub termicznie w przypadku wersji typu pouch — aby zachować integralność przez cały okres użytkowania.

Nowo złożone ogniwa przechodzą proces „formowania”, który polega na powolnym, pierwszym cyklu ładowania i rozładowania aktywującym interfejsy elektrochemiczne oraz tworzącym stabilną warstwę międzfazową stały elektrolit-anoda (SEI) na anodzie. Warstwa SEI jest kluczowa dla długotrwałej cykliczności i bezpieczeństwa. Po zakończeniu formowania ogniwa wchodzą w fazę starzenia (zwykle trwającą kilka dni w podwyższonej temperaturze), mającą na celu wykrycie wczesnych uszkodzeń i ustabilizowanie parametrów pracy.

Każde ogniwo jest dokładnie testowane pod kątem pojemności, impedancji, szybkości samorozładowania oraz zgodności z wymogami bezpieczeństwa (np. przebicie gwoździem, przeciążenie). W oparciu o wyniki pomiarów ogniwa są klasyfikowane i sortowane według konkretnych zastosowań – wersje wysokoprądowe do pojazdów elektrycznych (EV), typy o wysokiej gęstości energii do stacjonarnych systemów magazynowania itp.
Od doboru surowców po końcową walidację proces wytwarzania baterii sodowych łączy naukę o materiałach, precyzyjne inżynierstwo i rygorystyczną kontrolę jakości. W miarę jak produkcja rozszerza się na skalę globalną, trwające innowacje w zakresie projektowania elektrod, składu elektrolitu oraz automatyzacji będą dalej zwiększać wydajność, obniżać koszty i umacniać rolę technologii Na-ion w przejściu na czystą energię.

Strefa Przemysłowa Juguang, Rejon Tiancheng, Miasto Yueqing, Miasto Wenzhou, Prowincja Zhejiang.
Prawa autorskie © Zhejiang Mingtu Electrical Technology Co., Ltd. Wszelkie prawa zastrzeżone Polityka prywatności Blog








 Gorące wiadomości
Gorące wiadomości