 ×
×
Ettersom den globale etterspørselen etter bærekraftige og kostnadseffektive energilagringsløsninger øker i en utenkelig rask takt, har natrium-ion (Na-ion) batterier fremstått som et høyeffektivt alternativ til tradisjonelle litium-ion-plattformer. Med råmaterialer som er lett tilgjengelige, forbedrede sikkerhetsegenskaper og lovende ytelsesindikatorer, vinner Na-ion-batteriteknologi raskt terreng innen elektrisk mobilitet, nettbasert energilagring og konsumentelektronikk. Men under deres innovative verdiproposisjon ligger et avgjørende spørsmål: hva består den nøyaktige produksjonsprosessen og materielle sammensetningen av disse nybrottsbatteriene av? I denne artikkelen går vi gjennom hele produksjonsarbeidsgangen for natrium-ion batterier – og belyser hver kritisk fase som transformerer råmaterialer til høytytende, kommersielt levedyktige energilagringssystemer.
Grunnlaget for enhver batteritype ligger i dens kjemi, og natrium-ionebatterier baserer seg hovedsakelig på grunnstoffer som er rikelig tilgjengelige i jordskorpen, slik som natrium, jern, mangan og karbon. I motsetning til litium, som er geografisk konsentrert og utsatt for svingninger i forsyningskjeden, er natrium lett tilgjengelig i havvann og mineralavleiringer verden over. Katoden bruker typisk lagdelte overgangsmetalloksider (f.eks. NaNi₁/₃Mn₁/₃Co₁/₃O₂), prussiskblå-analoger eller polyanioniske forbindelser, mens anoden vanligvis bruker hardkarbon fremstilt fra biomasse eller petroleumsbitumen. Elektrolyttene består av natriumsalter—som NaClO₄ eller NaPF₆—løst i organiske karbonatløsemidler. Før de settes inn i produksjonslinjen, gjennomgår alle aktive materialer omfattende rensing, tørking og optimalisering av partikkelen størrelse for å sikre konsekvent elektrokjemisk oppførsel.

Når råmaterialer er forberedt, blandes de sammen til homogene slurryer tilpasset henholdsvis katode eller anode med streng kontroll av blandingsforhold. Katodeslurryen kombinerer aktivt materiale, ledende tilsatsstoffer (som karbon svart) og et polymeric bindemiddel (vanligvis natriumkarboksymetylcellulose eller PVDF) i en egnet løsemiddel, med grundig omrøring for å sikre jevn spredning av hver komponent. På samme måte blandes hardkarbon for anodeslurryen med bindemidler og ledende agenser, med optimal viskositet for påfølgende prosessering. Disse blandingene blir deretter presist påført aluminium (katode) eller kobber (anode) strømsamlerne ved hjelp av automatiserte sliksprøyte- eller rakelmålesystemer. Jevn tykkelse og god adhesjon er kritiske kvalitetsparametere – eventuelle uregelmessigheter kan føre til lokale varmepunkter, økninger i indre motstand eller kapasitetsubalanser under oppladings- og utladningscykler, noe som til slutt svekker batteriets ytelse og levetid.

Etter påføring passerer de våte elektrodene gjennom nøyaktig regulerte ovner med flere soner for gradvis fordamping av restløsemidler, og etterlater porøse men mekanisk robuste samlag på strømsamlerne. Dette tørkingsstadiet krever omhyggelig regulering av temperatur, luftstrøm og oppholdstid i hver ovnzone for å unngå dannelse av sprekker, krymping eller delaminering av elektrodebelaget. Rask, ukontrollert tørking kan fange inn løsemiddeldamper inne i laget, noe som skaper feil som svekker strukturell integritet og elektrokjemisk ytelse. Derimot sikrer en trinnvis tørkeprosess jevnt fjerning av løsemidler og bevarer den beregnede porøse strukturen som er avgjørende for ionetransport. Deretter gjennomgår de fullstendig tørkede elektrodene kalandrering – en høytrykksvalsprosess som komprimerer belaget for å oppnå optimal tetthet og porøsitet tilpasset spesifikke batterikjemi. Dette trinnet bruker presisjonsruller for å påføre jevnt trykk over hele elektrodeoverflaten, og forbedrer pakkingsgraden av aktive materialer, ledende tilsetningsstoffer og bindepartikler. Riktig kalandrering øker ikke bare ioneledeevnen ved å forkorte diffusjonsbanene for ioner, men sikrer også tett kontakt mellom individuelle partikler og strømsamleren. Disse forbedringene fører direkte til bedre hastighetskapasitet, høyere energitetthet og lengre syklusliv, noe som gjør kalandrering til et sentralt trinn for å optimere den totale ytelsen til natrium-ionebatterier.

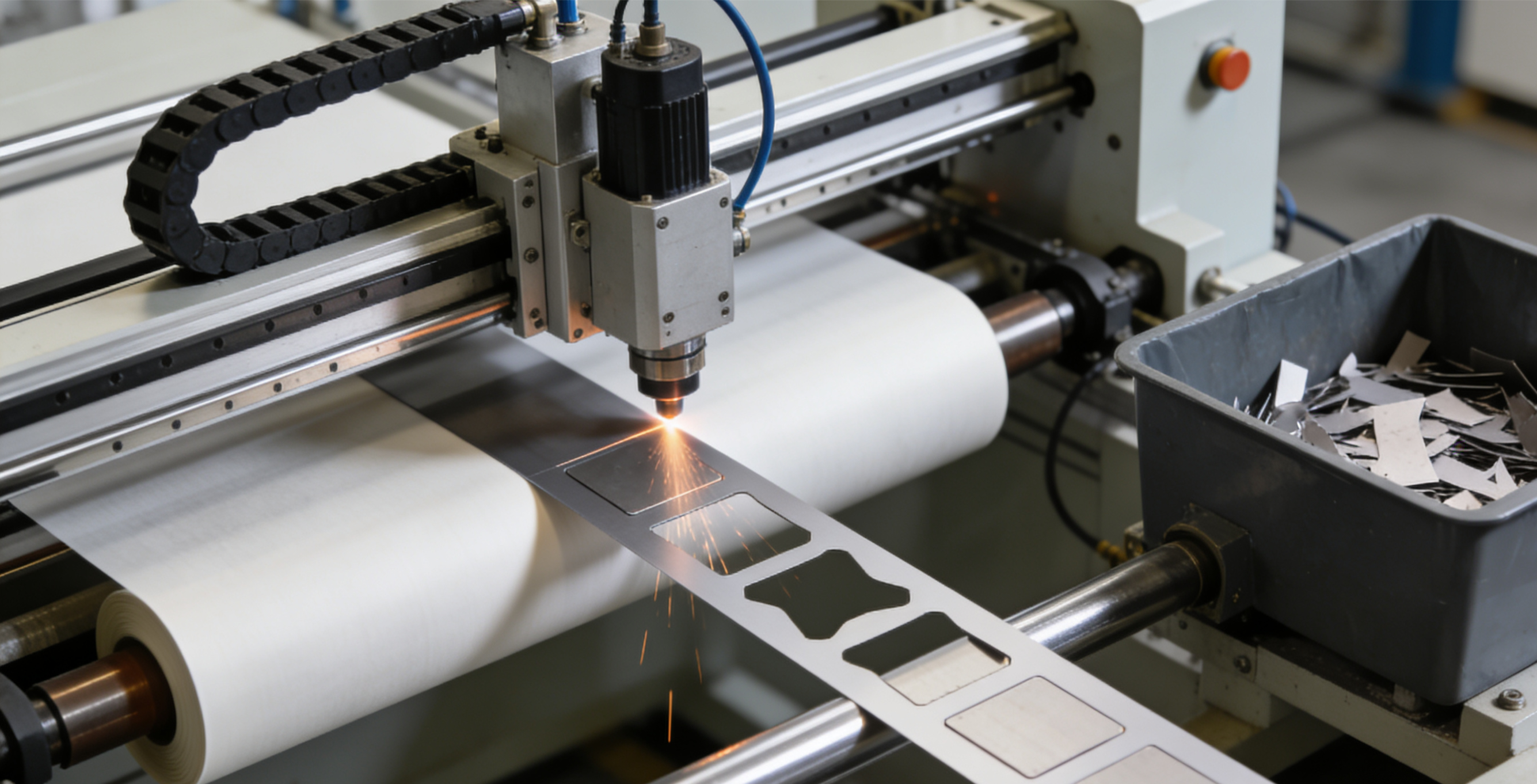
De kontinuerlige elektrodbanene blir deretter delt inn i smalere striper som samsvarer med målcellens dimensjoner. Laser- eller mekaniske skjærevåpen klipper elektrodene til nøyaktige former (for eksempel rektangler for prismeformede celler eller lange striper for sylindriske formater). Kvaliteten på kantene overvåkes nøye, ettersom sprekker eller uregelmessigheter kan forårsake interne kortslutninger under cellemontering.
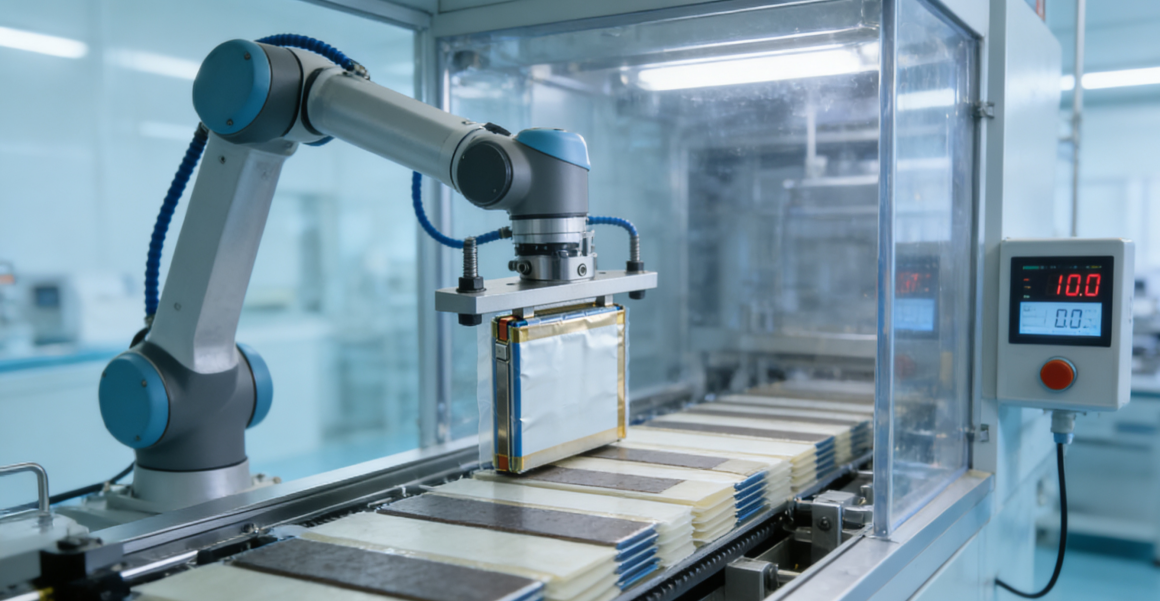
Natriumionceller settes sammen i tørre rom med lav fuktighet (<1 % RF) for å forhindre sidereaksjoner forårsaket av fukt. Prosessen starter med å stable eller vikle anode-separator-katodelagene til en «cellestabel». Separatorer—typisk mikroporøse polyolefinfilmer infusert med elektrolyttkompatible belegg—virker som ioneledende barrierer som forhindrer elektrisk kontakt mellom elektrodene. For lommeceller settes stabelen inn i et kabinett av aluminiumslaminert film; for sylindriske eller prismatiske design plasseres den i metalkanner.
I et kontrollert miljø fylles cellen under vakuum med natriumbasert elektrolytt. Dette trinnet krever presisjon: for lite elektrolytt fører til dårlig ionetransport, mens for mye kan kompromittere sikkerheten og motstand mot oppsvulming. Når fyllingen er fullført, tettes cellen hermetisk—med lasersveising for metalkabinetter eller varmetetting for lommetyper—for å bevare integriteten gjennom hele dens driftslevetid.

Nylig samlede celler gjennomgår "formering", en treg, initiell lade-utladningssyklus som aktiverer de elektrokjemiske grensesnittene og danner et stabilt fast-elektrolytt-interphase (SEI) på anoden. Denne SEI-laget er avgjørende for lang levetid og sikkerhet. Etter formering går cellene inn i en aldringsfase (typisk flere dager ved forhøyede temperaturer) for å avdekke tidlige svikt og stabilisere ytelsesparametere.

Hver celle testes grundig for kapasitet, impedans, selvutladningshastighet og samsvar med sikkerhetskrav (f.eks. neglestikk, overopplading). Basert på ytelsesmål sorteres og klassifiseres cellene etter spesifikke bruksområder – høyeffektversjoner for elbiler (EV), høyenergityper for stasjonær lagring, osv.
Fra råvarevalg til endelig validering kombinerer produksjonsprosessen for natrium-ionebatterier materialvitenskap, presisjonsingeniørvirksomhet og streng kvalitetskontroll. Ettersom produksjonen skaleres globalt, vil pågående innovasjoner innen elektrodeutforming, elektrolyttformulering og automatisering ytterligere øke effektiviteten, redusere kostnader og fastslå Na-ion-teknologiens rolle i overgangen til ren energi.

Juguang Industrial Zone, Tiancheng Sub-district, Yueqing City, Wenzhou City, Zhejiang Province.
Opphavsrett © Zhejiang Mingtu Electrical Technology Co., Ltd. Alle rettigheter forbeholdes Personvernpolicy Blogg








 Siste nytt
Siste nytt