Երբ աշխարհի ընդհանուր պահանջարկը կայուն, ծախսերով մրցունակ էներգիայի պահեստավորման լուծումների նկատմամբ աննախադեպ տեմպերով աճում է, նատրիում-իոնային (Na-ion) մարտկոցները դառնում են լիթիում-իոնային հիմնական տեխնոլոգիայի բարձր ազդեցությամբ այլընտրանք: Նատրիում-իոնային մարտկոցները օգտագործում են հեշտությամբ հասանելի հումք, ավելի բարձր անվտանգության ցուցանիշներ և ունեն բարձր ակնկալիքներ առաջացնող արդյունավետություն, ինչի շնորհիվ արագ տեմպերով տարածում են գտնում էլեկտրական տրանսպորտի, ցանցային էներգապահեստավորման և սպառողական էլեկտրոնիկայի ոլորտներում: Սակայն նրանց նորարարական առավելությունների տակ թաքնված է կարևորագույն հարց. ինչ է ներառում այս առաջատար տեխնոլոգիայի մշակման ճշգրիտ արտադրական գործընթացը և նյութերի կազմը: Այս հոդվածում մենք մանրամասն կուսումնասիրենք նատրիում-իոնային մարտկոցների արտադրության ամբողջական գործընթացը՝ ընդգծելով այն յուրաքանչյուր կարևոր փուլը, որն անցկացնում է հումքից մինչև բարձր արդյունավետությամբ և առևտրային կիրառելի էներգապահեստավորման միավորներ:
Ցանկացած մարտկոցի հիմքը դրա քիմիական բաղադրությունն է, և նատրիում-իոնային մարտկոցները հիմնականում օգտագործում են Երկրի վրա շատ տարածված տարրեր, ինչպիսիք են նատրիումը, երկաթը, մանգանը և ածխածինը: Լիթիումի հակառակ, որը ենթարկվում է մատակարարման շղթայի անկայունության և աշխարհագրական կենտրոնացման, նատրիումը հեշտությամբ հասանելի է ծովի ջրում և հանքային հանքավայրերում ամբողջ աշխարհում: Կաթոդը սովորաբար օգտագործում է շերտավոր անցումային մետաղների օքսիդներ (օրինակ՝ NaNi₁/₃Mn₁/₃Co₁/₃O₂), Պրուսիական կապույտ անալոգներ կամ պոլիանիոնային միացություններ, իսկ անոդը հիմնականում օգտագործում է կոշտ ածխածին՝ ստացված կենսազանգվածից կամ նավթային սմոլից: Էլեկտրոլիտները կազմված են նատրիումի աղերից՝ ինչպիսիք են NaClO₄ կամ NaPF₆-ն, որոնք լուծված են օրգանական կարբոնատային լուծիչներում: Արտադրության գծին մուտք գործելուց առաջ բոլոր ակտիվ նյութերը ենթարկվում են խիստ մաքրման, չորացման և մասնիկների չափի օպտիմալացման՝ երաշխայալով հաստատուն էլեկտրոքիմիական վարքագիծ:

Երբ հումքային նյութերը պատրաստվում են, դրանք խառնվում են միատարր սուսպենզիաների՝ համապատասխանաբար կաթոդի կամ անոդի համար, իսկ բաղադրության ճշգրտությունը խստորեն վերահսկվում է: Կաթոդային սուսպենզիան պատրաստվում է ակտիվ նյութից, հաղորդական լրացուցիչ նյութերից (օրինակ՝ ածխածնի սև), ինչպես նաև պոլիմերային կապակցիչ նյութերից (սովորաբար նատրիումի կարբոքսիմեթիլցելյուլոզ կամ PVDF), համատեղելի լուծիչում՝ բաղադրիչների յուրաքանչյուրի համասեռ տարածման համար լավ խառնելու միջոցով: Նմանապես՝ անոդային սուսպենզիան պատրաստվում է կարծր ածխածնի, կապակցիչ նյութերի և հաղորդական ագենտների խառնուրդից՝ հետագա մշակման համար վիսկոզությունը օպտիմալացնելու նպատակով: Այդ խառնուրդները այնուհետև ճշգրիտ համակարգերով (սլոտ-դայ կամ դոկտոր-բլեյդ տիպի) հատկացվում են ալյումինե հոսանքի հավաքիչ ֆոլիայի վրա (կաթոդի համար) կամ պղնձե հոսանքի հավաքիչ ֆոլիայի վրա (անոդի համար): Համասեռ հաստությունը և ամուր կպչունությունը հիմնարար որակի ցուցանիշներ են. ցանկացած անհամասեռություն կարող է հանգեցնել տեղային տաքացման կետերի, ներքին դիմադրության սրացման կամ լիցքավորման-վերալիցքավորման ցիկլերի ժամանակ հզորության անհավասարակշռության, ինչը վերջնականապես վնասում է մարտկոցի աշխատանքային ցուցանիշները և ծառայության տևողությունը:

Լցմանը հաջորդում է խոնավ էլեկտրոդների բազմագոտի վառարաններով ճշգրիտ կերպով կարգավորված անցումը՝ մնացորդային լուծիչների աստիճանական գոլորշիացման համար, որի արդյունքում հոսանքի հավաքողներին վրա մնում են ամուր, սակայն ամրությամբ ամուր կոմպոզիտային շերտեր: Այս չորացման փուլի համար անհրաժեշտ է ջերմաստիճանի, օդի հոսքի և վառարանի յուրաքանչյուր գոտում նստվածքի տևողության հսկողություն՝ խորշերի, կծկման կամ էլեկտրոդային ծածկույթի շերտավորման առաջացումը կանխելու համար: Արագ, չկարգավորված չորացումը կարող է շերտի ներսում գտնվող լուծիչի գոլորշիները «գերել» և ստեղծել անսարքություններ, որոնք վնասում են կառուցվածքային ամրությունը և էլեկտրոքիմիական կատարումը: Ընդհակառակը, փուլերով չորացման գործընթացն ապահովում է լուծիչի հավասարաչափ հեռացում, պահպանելով իոնների տեղափոխման համար կարևոր նախատեսված անցանելի կառուցվածքը: Հետագայում ամբողջությամբ չորացված էլեկտրոդները ենթարկվում են կալանդրման՝ բարձր ճնշման ներքո գտնվող գլանավորման գործընթացի, որն անցկացվում է սեղմելու համար ծածկույթը՝ ստանալու համար օպտիմալ խտություն և անցանելիություն՝ հարմարեցված կոնկրետ բատարեային քիմիային: Այս փուլում օգտագործվում են ճշգրիտ գլաններ՝ էլեկտրոդի մակերեսին հավասարաչափ ճնշում գործադրելու համար, որն ապահովում է ակտիվ նյութի, հաղորդիչ ավելացուցիչների և կապակցիչ մասնիկների խտացումը: Ճիշտ կալանդրումը ոչ միայն բարձրացնում է իոնային հաղորդականությունը՝ կրճատելով իոնների դիֆուզիայի ճանապարհները, այլև ապահովում է անհատական մասնիկների և հոսանքի հավաքողի միջև խիտ հպումը: Այս բարելավումները անմիջականորեն նպաստում են արագության կարողության, ավելի բարձր էներգախտության և երկարատև ցիկլային կյանքի բարելավմանը՝ դարձնելով կալանդրումը նատրիում-իոնային մարտկոցների ընդհանուր կատարումը օպտիմալացնելու հիմնարար քայլ:

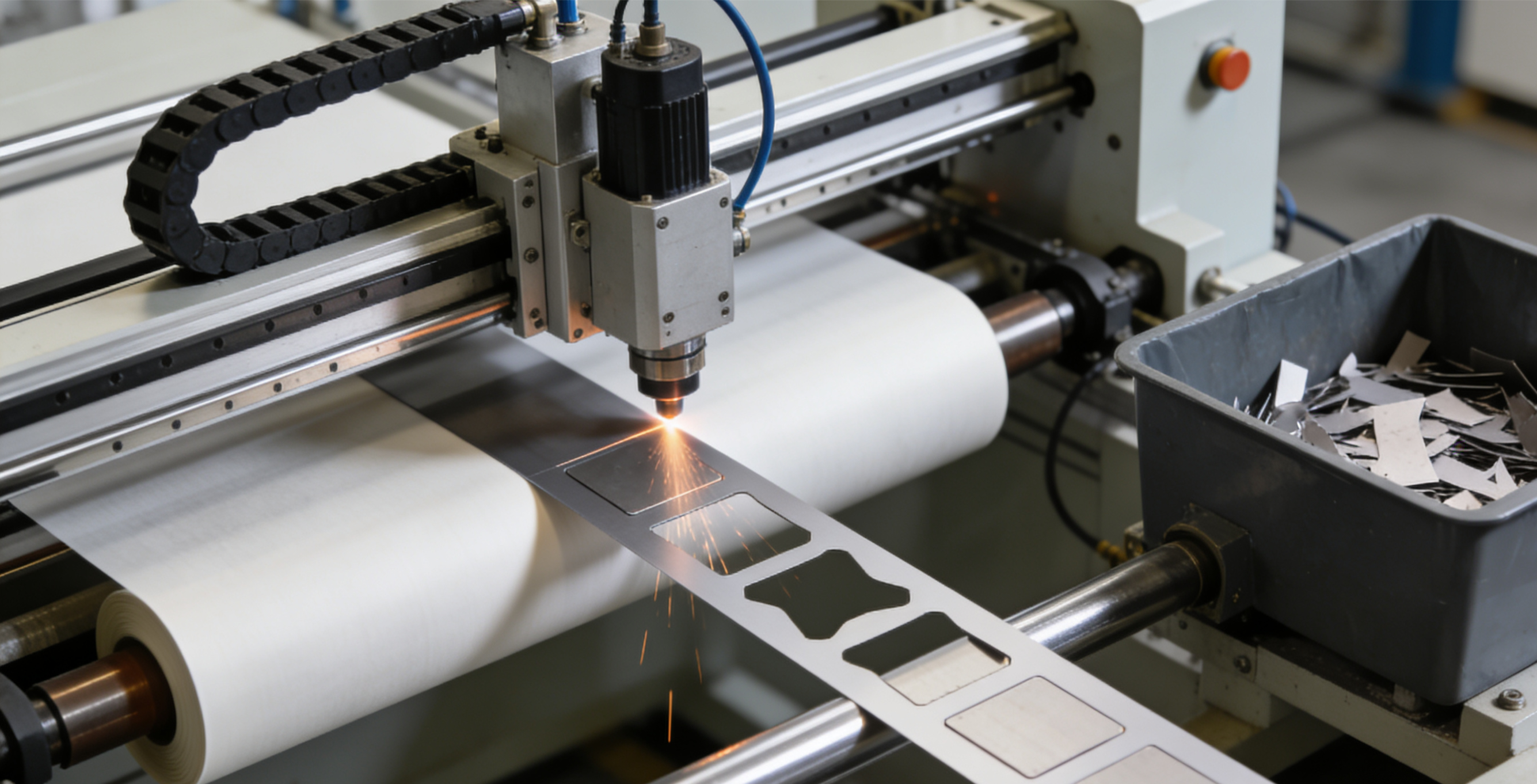
Անընդհատ էլեկտրոդային ժապավենները հետո խոտանվում են ավելի նեղ շերտերի՝ համապատասխանեցնելով սեղանի նպատակային չափսերին: Լազերային կամ մեխանիկական կտրող գործիքներով էլեկտրոդները կտրվում են ճշգրիտ ձևերով (օրինակ՝ ուղղանկյուններ պրիզմային սեղանների համար կամ երկար շերտեր՝ գլանային ձևաչափերի համար): Կողային որակը սերտորեն վերահսկվում է, քանի որ կոճղերը կամ անսաղմանչությունները կարող են բջջի հավաքման ընթացքում ներքին կարճ միացումներ առաջացնել:
Նատրիում-իոնային էլեկտրահաղորդիչները հավաքվում են ցածր խոնավությամբ (<1% RH) չոր սենյակներում՝ խուսափելու համար խոնավության պատճառով առաջացող կողային ռեակցիաներից: Այս գործընթացը սկսվում է անոդ-բաժանիչ-կաթոդ շերտերի հավաքումով՝ կամ շարվելով, կամ պտտվելով «էլեկտրահաղորդիչի հավաք» ստանալու համար: Բաժանիչները, որոնք սովորաբար միկրոանցքավոր պոլիոլեֆինային թաղանթներ են՝ լցված էլեկտրոլիտի հետ համատեղելի ծածկոցներով, իոնների հաղորդման խոչընդոտ են հանդիսանում և կանխում են էլեկտրոդների միջև էլեկտրական հպումը: Պիտակավոր էլեկտրահաղորդիչների դեպքում հավաքը տեղադրվում է ալյումինե շերտավոր թաղանթի կազմույթի մեջ. ցիլինդրային կամ պրիզմային կոնստրուկցիաների դեպքում՝ մետաղական ամաններում:
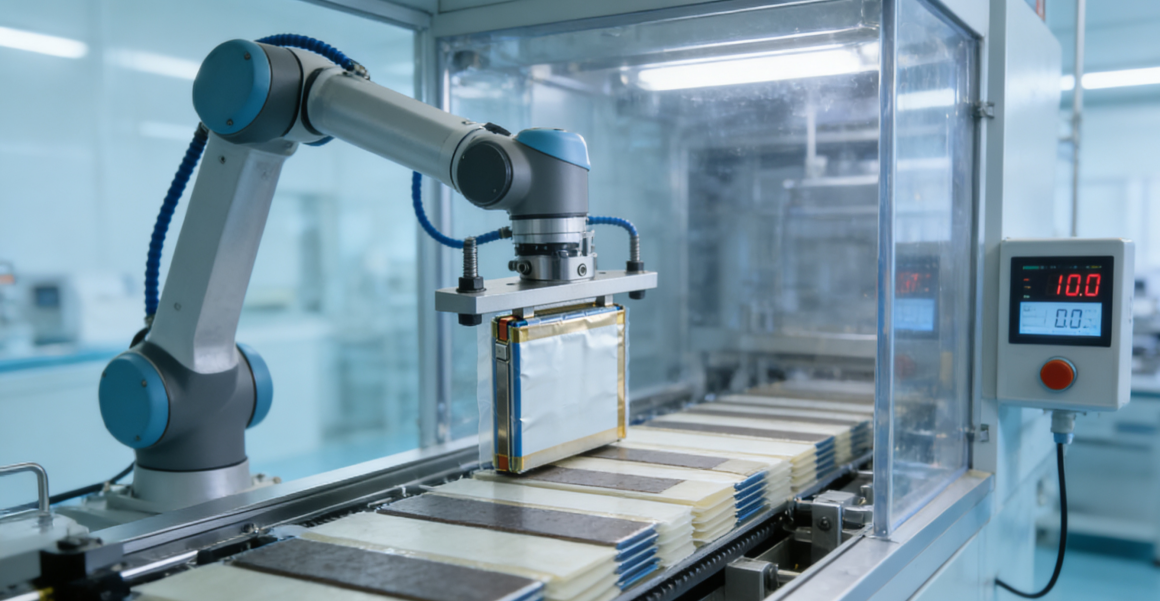
Վերահսկվող միջավայրում էլեկտրահաղորդիչը վակուումային եղանակով լցվում է նատրիումի հիմնված էլեկտրոլիտով: Այս փուլը պահանջում է ճշգրտություն. էլեկտրոլիտի անբավարար քանակը բերում է իոնների վատ տեղափոխմանը, իսկ հավելյալ քանակը կարող է վտանգել անվտանգությունը և փքվման դիմադրությունը: Լցմանից հետո էլեկտրահաղորդիչը կնքվում է կնքված ձևով՝ լազերային լցմամբ՝ մետաղական կողպերի համար, կամ ջերմային կնքմամբ՝ պիտակավոր տարբերակների համար՝ ամբողջ շահագործման ընթացքում ամբողջականությունը պահպանելու համար:

Վերջնական հավաքված մարտկոցները ենթարկվում են «ձևավորման», ինչը դանդաղ լիցքաթափման ցիկլ է, որն ակտիվացնում է էլեկտրոքիմիական ինտերֆեյսները և անոդի վրա կայուն պինդ էլեկտրոլիտային ինտերֆեյս (SEI) է ձևավորում։ SEI շերտը կարևոր է երկարաժամկետ ցիկլային կայունության և անվտանգության համար։ Ձևավորումից հետո մարտկոցները մտնում են հասունացման փուլ (սովորաբար՝ բարձրացված ջերմաստիճանում մի քանի օր), որպեսզի հայտնաբերվեն վաղ ձախողումները և կայունացվեն աշխատանքային պարամետրերը:

Յուրաքանչյուր մարտկոց խիստ փորձարկվում է տարողության, իմպեդանսի, ինքնալիցքաթափման արագության և անվտանգության համապատասխանության վերաբերյալ (օրինակ՝ գրպանի թույլատվություն, չափից ավելի լիցքավորում)։ Կատարողականի ցուցանիշների հիման վրա մարտկոցները դասակարգվում և տեսակավորվում են կոնկրետ կիրառությունների համար՝ EV-ների համար բարձր հզորությամբ տարբերակներ, կայուն պահեստավորման համար բարձր էներգատարությամբ տեսակներ և այլն:
Նատրիում-իոնային մարտկոցների արտադրության գործընթացը՝ հումքի ընտրությունից մինչև վերջնական ստուգումը, միավորում է նյութերի ֆիզիկան, ճշգրիտ ինժեներական լուծումները և խիստ որակի վերահսկողությունը: Քանի որ արտադրությունը մասշտաբավորվում է ամբողջ աշխարհում, էլեկտրոդների կոնստրուկցիայի, էլեկտրոլիտի բաղադրության և ավտոմատացման ոլորտում կատարվող նորարարությունները կշարունակեն բարելավել արդյունավետությունը, կնվազեցնեն ծախսերը և կամրապնդեն Na-իոնային տեխնոլոգիայի դերը մաքուր էներգիայի փոխակերպման գործում:

 Թեժ նորություններ
Թեժ նորություններ
Ցզյուգուան արդյունաբերական գոտի, Թյանչեն շրջան, Յուեցին քաղաք, Վենչժոու քաղաք, Չժեցզյան նահանգ
Հեղինակային իրավունք © Չжեցզյան Մինգտու Էլեկտրական Տեխնոլոգիաների ՍՊԸ. Բոլոր իրավունքները պաշտպանված են Գաղտնիության քաղաքականություն Բլոգ